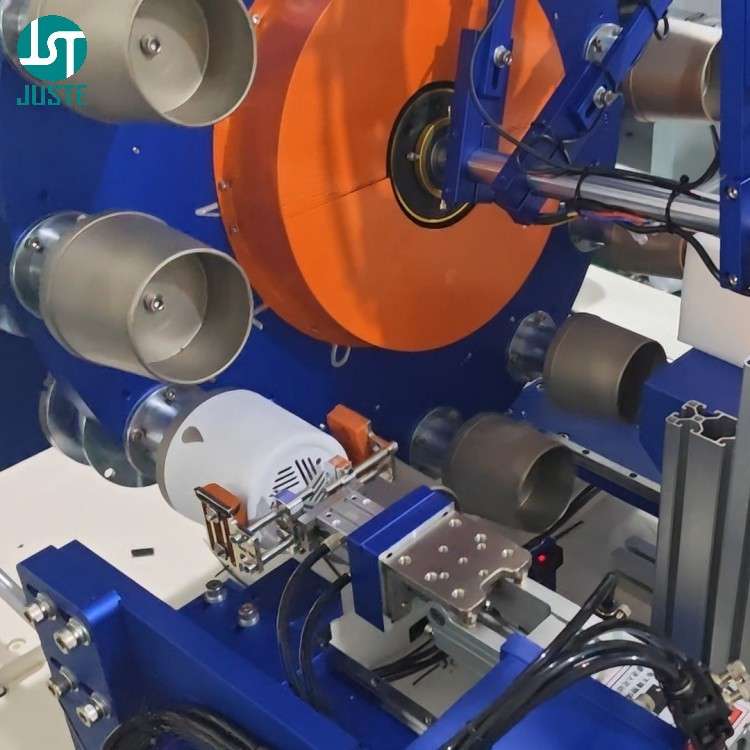
Машина для трафаретной печати на цилиндрических пластиковых деталях: как печатать идеальные логотипы на круглых контейнерах
Испытываете проблемы с нестабильной регистрацией печати на цилиндрических пластиковых деталях, стеклянных бутылках или металлических контейнерах? Это JST-R300-ACSM полностью автоматическая цилиндрическая трафаретная печатная машина решает это с сервоприводной точностью — обеспечивая 1600–1800 идеально напечатанных изделий в час пластик, стекло, металл и бумага подложки. И вы можете видеть, как он печатает ваш реальный продукт вживую, под руководством нашего англоговорящего инженера, прежде чем вы потратите хотя бы один доллар.
В этом руководстве вы узнаете:
✅ Как работает неукладываемая система подачи машины обрабатывает цилиндрические изделия, которые другие принтеры не могут автоматизировать — от подставок для ручек до спортивных бутылок для воды
✅ 7-шаговый рабочий процесс от ручной загрузки до ИК-отверждения, с настоящие неотредактированные кадры
✅ 5 распространенных проблем печати решено — включая адгезию чернил на стекле, отслаивание при низких температурах и призрачность совмещения
✅ Как получить бесплатная видеодемонстрация с нашим инженером по печати ваш продукт — пластик, стекло или металл
Зачем нужна эта машина: решение проблемы “нескладируемости”
Цилиндрические изделия — будь то пластиковые бутылки, стеклянные банки или металлические контейнеры — имеют одну раздражающую особенность: их нельзя складывать. В отличие от конических чашек, которые вкладываются друг в друга, настоящие цилиндрические формы должны обрабатываться по отдельности. Это делает автоматизацию пресловуто сложной.
Сайт JST-R300-ACSM был специально модифицирован, чтобы решить именно эту проблему. Наши инженеры заменили стандартную коническую систему подачи чашек на механизм подачи с толкающим стержнем и поворотный стол с сервоприводом которая аккуратно обрабатывает нештабелируемые цилиндрические изделия по одному — со скоростью 1600–1800 штук в час.
Технические характеристики с первого взгляда
Особенность
Спецификация
Модель
JST-R300-ACSM
Цвет печати
Один цвет (многоцветный опционально)
Поддерживаемые материалы
Пластик (ПП
Максимальная длина печати
200 × 300 мм
Максимальный диаметр печати
Полный круг 100 мм / Полукруг 200 мм (настраиваемый)
Минимальный диаметр печати
30 мм (3 см)
Скорость печати
1600–1800 шт/ч
Система управления
ПЛК с сенсорным экраном
Тип привода
Серводвигатель + пневматика
Размер машины
Д245 × Ш150 × В155 СМ (с линией ИК-отверждения)
Власть
220В/50Гц или 110В/60Гц, 5 кВт
Вес машины
460 кг (530 кг с деревянным ящиком)
Почему эти характеристики важны для вашего производства: диапазон диаметров 30–100 мм охватывает большинство цилиндрических потребительских упаковок — от тюбиков для помады до спортивных бутылок. Производительность 1600–1800 шт/ч позволяет выполнять заказы среднего и крупного объема с стабильное качество, while the multi-material compatibility (plastic, glass, metal, paper) makes this a versatile investment for factories producing across different product lines.
Talk to Our Engineers Directly — No translators, no delays. Our 20-year PLC engineer speaks fluent English and will answer your technical questions live on a video call, from setup to maintenance.
Основные преимущества для B2B-покупателей
Advantage
What It Means for You
Non-Stackable Product Expert
Custom push-rod feeding system handles plastic bottles, glass jars, and metal containers that can’t be stacked — unlike standard conical cup printers
Multi-Material Compatibility
Print on plastic (PP/PET/PVC), glass, metal, and paper with the same machine. Our engineers recommend the right ink + curing combo for each material
1600–1800 Pcs/H Output
High-volume production with stable ±0.1mm registration accuracy — verified by 48-hour burn-in test before shipment
Сервоприводная точность
High-speed servo motor ensures perfect rotation synchronization, eliminating ghosting and registration drift
PLC Touchscreen Control
User-friendly interface with stored recipes for different product sizes — changeover in minutes, not hours
Built-in IR Curing Tunnel
Integrated drying system for plastisol inks on plastic/paper; UV curing available as optional upgrade for glass and metal applications
In-House CNC Fixturing
We custom-machine fixtures for each product (4oz–32oz) using 10 CNC centers (±0.01mm accuracy) — perfect fit = no wobble = no ghosting
48-Hour Burn-In Test
Every machine runs continuously for 48 hours before shipping — we don’t ship problems, we ship solutions
7-этапный рабочий процесс печати
Step 1: Cylindrical Products Awaiting Printing
Cylindrical plastic parts awaiting screen printing on JST-R300-ACSM feeding conveyor
The process begins with your cylindrical products — whether plastic, glass, or metal — placed on the feeding rack.
Because true cylindrical products cannot be stacked like tapered cups (they have no taper to nest into), therefore each piece must be individually positioned on the conveyor. This is the only manual step in the entire process — a deliberate design choice that ensures every product is handled gently and prevents the scratching or chipping that automated bulk feeders often cause on glass and metal surfaces.
Operator loading cylindrical plastic parts onto feeding conveyor for screen printing machine
The operator manually places each cylindrical product onto the feeding conveyor belt — the single manual intervention in the entire workflow.
Since cylindrical products have no flat stacking surface, therefore they cannot be automatically hopper-fed like cups or vials. By designing this single manual loading step into the workflow, we ensure maximum automation elsewhere while avoiding the cost and complexity of custom bulk feeders that often damage delicate glass or coated metal surfaces.
The machine supports a wide diameter range — from 30 mm to 100 mm (full circle) / 200 mm (half circle) — which means you can run everything from small cosmetic jars to large sports bottles on the same platform.
Our English-speaking engineers can show you exactly how your specific products would run on this system during a free live video demo. Send us a sample — plastic, glass, or metal — and we’ll print it on camera for you.
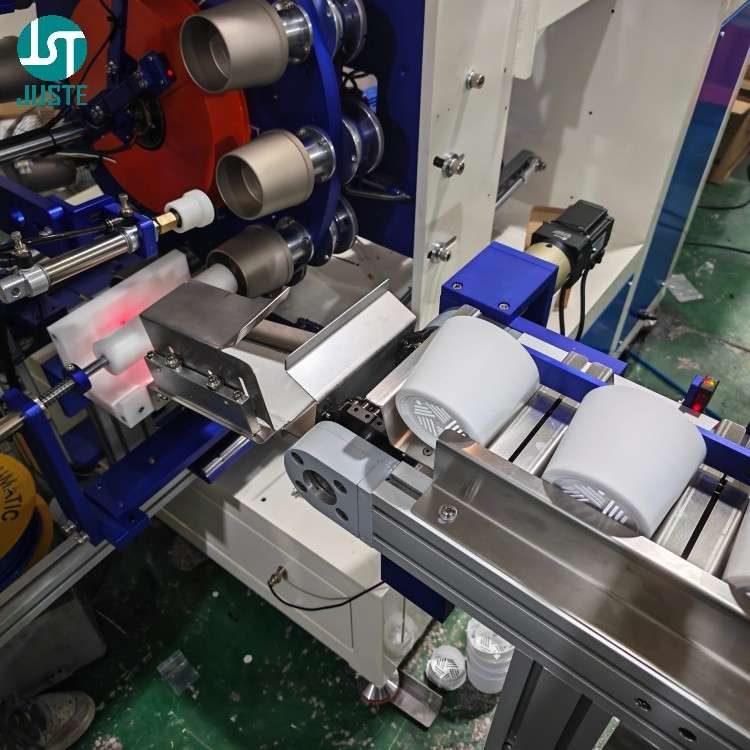
Step 3: Loading Station — Push-Rod Feeds Non-Stackable Products to Turntable
Loading station with push-rod feeding cylindrical product to turntable mold on screen printing machine
A cylindrical push-rod gently pushes each product onto the mold mounted on the convex divider (cam indexing drive) — this loading method is specifically engineered for non-stackable cylindrical products.
Because standard screen printers rely on gravity or simple slides for loading, therefore they struggle with true cylindrical shapes that roll unpredictably. By designing a push-rod mechanism that aligns each product horizontally, we ensure consistent positioning at every cycle, thus preventing misalignment that causes off-center prints or rejects.
We custom-machine fixtures for each product type and material using our in-house CNC workshop (10+ centers, ±0.01 mm accuracy). Since a 4oz bottle and a 32oz bottle have different diameters and wall thicknesses, therefore each requires a dedicated fixture. This ensures the product is held firmly during printing and prevents the micro-vibrations that cause ghosting and blurring.
⚠️ Common Problem: Print ghosting or blurring? This is often caused by insufficient fixture support. Our three-point contact fixture design eliminates product wobble. During your free live video call, our engineer will show you exactly how we match fixtures to your product dimensions.
During your free live video tour, our engineer will show you exactly how we design and machine these fixtures — all in fluent English, with no translation needed.
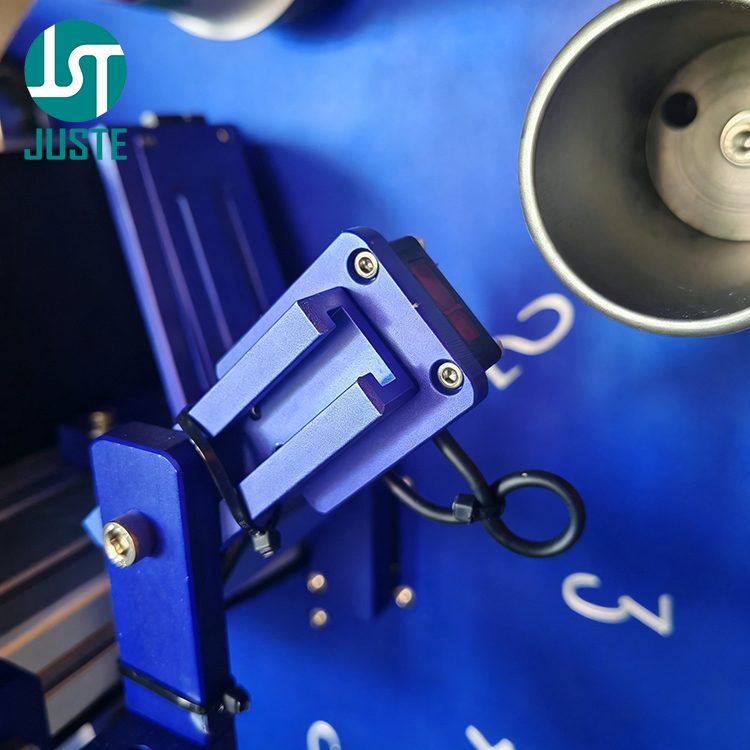
Step 4: Product Detection Sensor — No Product, No Print
Product detection sensor on turntable checking for cylindrical product presence
An optical sensor checks whether a cylindrical product is present on each fixture before printing begins.
If the sensor detects an empty fixture, then the machine immediately stops and triggers an alarm, waiting for operator inspection. This safety mechanism ensures the squeegee never prints directly onto the mold, thus preventing costly tooling damage and ink waste. Since replacement molds can cost hundreds of dollars and days of lead time, this single sensor pays for itself on the first avoided incident.
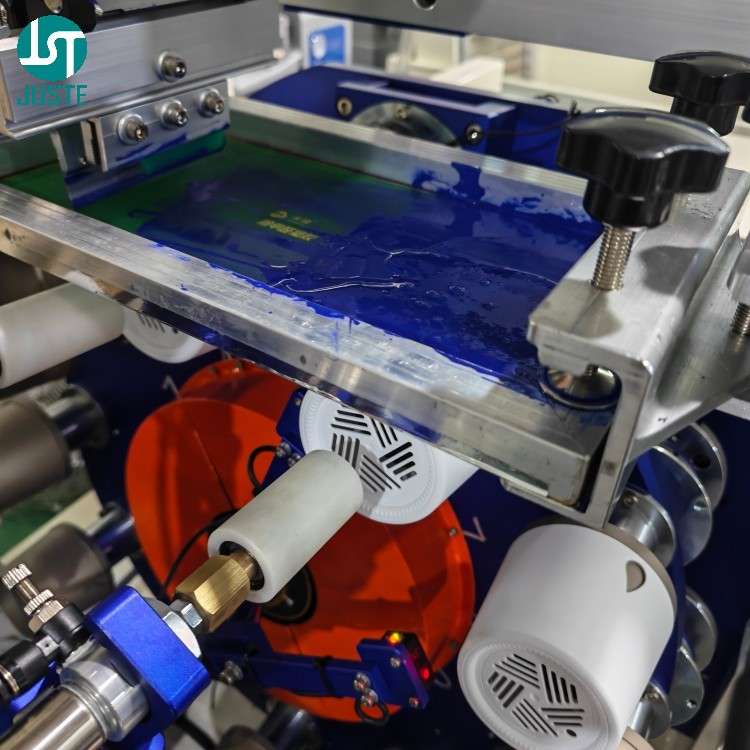
Step 5: Printing Station — Adjusting Stroke Length for Perfect Logo Placement
Printing station of cylindrical screen printing machine with squeegee and screen frame
The printing stroke length must be precisely calibrated: greater than the logo width, but less than the product circumference at the printing position.
Because the squeegee transfers ink only during its forward stroke, therefore a stroke that’s too short will leave the logo incomplete. Conversely, a stroke that’s too long will overlap the print or waste ink on unnecessary travel. By calibrating the stroke to match your specific logo and product diameter, we ensure crisp, complete transfer on every cycle.
Since different materials — plastic, glass, metal — have different surface energies, therefore ink formulation and pre-treatment must be adjusted accordingly. Our engineers will guide you through these settings during your live video call.
⚠️ Common Problem: Logo prints with dots or pinholes? This often indicates incorrect squeegee pressure or contaminated screen mesh. Our 20-year PLC engineer will show you how to diagnose this during your live demo — in fluent English, with real-time troubleshooting.
Step 6: Unloading Station — Mechanical Arm Removes Finished Parts
Mechanical arm unloading printed cylindrical parts onto conveyor after screen printing
A servo-driven mechanical arm gently grips each finished product, pulls it from the fixture, and transfers it to the unloading conveyor.
Because freshly printed ink is still wet, therefore any manual handling would risk smudging. By automating the unloading process with precise servo control, we ensure zero contact with the printed area, thus preserving print quality from the moment it leaves the screen until curing is complete.
This is the same process our English-speaking engineers will walk you through on a private video call — with your actual products.
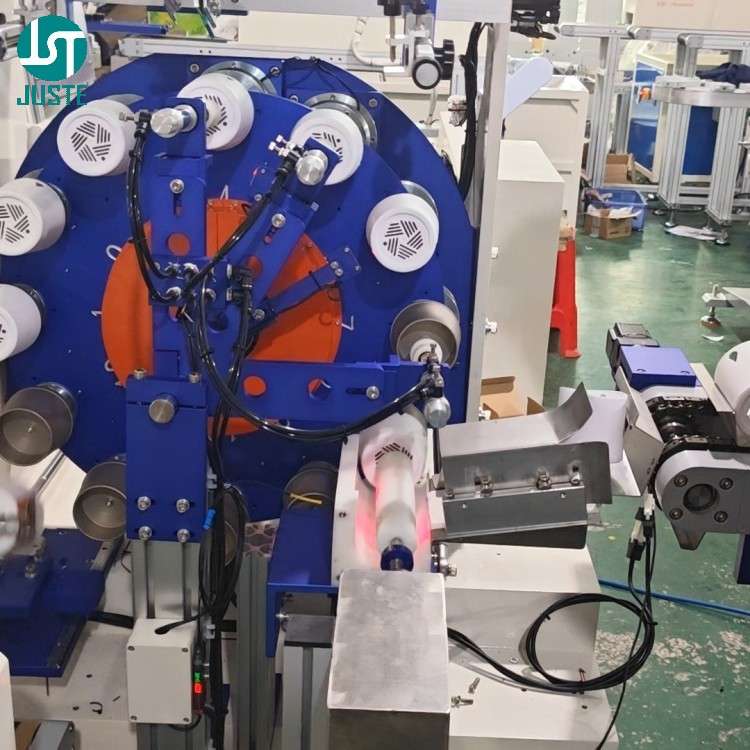
Step 7: IR Tunnel Oven — Curing the Printed Cylindrical Products
IR tunnel oven curing freshly printed cylindrical products after screen printing
Printed products move through the built-in IR tunnel oven (approximately 2 meters long) where heat permanently bonds the ink to the surface.
For plastisol inks on plastic and paper, the IR tunnel provides consistent 150–180°C heat that ensures full polymerization and prevents ink cracking or peeling. For glass and metal applications, we recommend UV ink with an optional UV curing system — since UV curing happens in under one second, therefore it enables even faster production speeds and superior adhesion on non-porous surfaces.
⚠️ Common Problem: Logo peels off when ice is added to the cup? This happens because standard inks become brittle at low temperatures. For cold-drink applications, our engineers recommend low-temperature PP inks that maintain adhesion from -38°C to +100°C. We’ll show you the difference during your live video demo.
After curing, products are collected in a bin at the end of the conveyor — ready for packaging and shipping.
Send us a few blank samples — plastic, glass, or metal — and we’ll run a custom demo just for you.
Часто задаваемые вопросы (FAQ)
В: Вы производитель или торговая компания? A: We are a прямой производитель — Shenzhen Juste Machine Co., Ltd. — established in 2013 with our own 9,000+ m² factory. We design, machine, assemble, and test every machine in-house. You’re buying directly from the source, not through a middleman. Every machine undergoes a 48-hour burn-in test before shipment — we don’t ship problems, we ship solutions.
Q: Can this machine print on my specific product — plastic, glass, or metal? A: Yes — this machine is custom-modified for true cylindrical products made of plastic (PP/PET/PVC), glass, metal, and paper. It does not handle conical, oval, or flat shapes (we offer separate models for those). Send us a blank sample, and we’ll test-print it on video so you can see the results yourself. Our engineers will recommend the optimal ink + curing combination for your material.
В: Почему ваша цена выше, чем у некоторых других поставщиков? A: Because of what’s inside — HIWIN linear guides, SMC valves, and AIRTAC pneumatic components, not generic parts. Our machines undergo a 48-hour burn-in test before shipment. And our in-house CNC workshop (±0.01 mm accuracy) ensures fixture precision that lower-cost suppliers can’t match. As we often tell our clients in over 120 countries: you pay for what you don’t see — the reliability that keeps your production line running.
В: Ваши инженеры говорят по-английски? Можем ли мы общаться без переводчика? А: Yes — absolutely. Our 20-year PLC engineer and our sales engineers all speak fluent English. We regularly conduct video calls where our engineers walk clients through machine setup, troubleshooting, and customizations — directly, with zero translation delays. No middleman. No miscommunication. Just clear, technical English.
В: Почему мой напечатанный логотип отслаивается, когда я добавляю лед в стакан? А: This happens because standard screen printing inks become brittle at low temperatures. For cold-drink applications, we recommend low-temperature PP inks that maintain adhesion from -38°C to +100°C. During your free live video demo, our engineer will show you the difference between standard and low-temperature inks on your actual product — and recommend the right solution for your production needs.
Q: Why does my printed logo have dots, pinholes, or look grainy? А: Dots or pinholes usually indicate one of three issues: incorrect squeegee pressure, contaminated screen mesh, or improper ink viscosity. During your free live video call, our 20-year PLC engineer will diagnose the specific cause based on your setup and show you how to fix it — in fluent English, with real-time troubleshooting on the machine.
Q: Why do my prints have ghosting, blurring, or double images? А: Ghosting is almost always caused by product movement during printing — usually insufficient fixture support or incorrect stroke pressure. Our three-point contact fixture design eliminates product wobble. Since we custom-machine every fixture for your specific product dimensions, therefore ghosting is virtually eliminated before it starts. Ask our engineer to show you the fixture design during your video demo.
В: Могу ли я увидеть, как машина печатает мое изделие, прежде чем заплатить? A: Yes — and we insist on it. Send us a few blank samples — plastic, glass, or metal — and we’ll run a free test-print on video. Our English-speaking engineer will show you the entire process in real time — not a pre-recorded generic video. You’ll see your logo on your product, and you can ask technical questions as we go. It’s zero-risk, zero-obligation.
В: Могу ли я осмотреть свою машину до отправки? A: Absolutely. We offer a видеоинспекция перед отправкой for every order. We’ll go live with you — walking through the machine, showing you the configuration, demonstrating that it meets all your specifications, and reviewing the 48-hour test report. You see exactly what’s going into the crate. And since our engineers speak fluent English, you can ask any question in real time.
Q: How do I clean the screen after printing? Does it require special care? А: Yes — screen cleaning is essential for maintaining print quality. After each production run, use screen wash/cleaner to remove residual ink from the mesh. Because dried ink blocks the mesh openings, therefore regular cleaning prevents pinholes and incomplete prints. We recommend mesh open time of 5–10 minutes before cleaning for best results. Our engineer will demonstrate the complete cleaning procedure during your live handover — in fluent English, step by step.
В: Какие гарантии и техническую поддержку вы предлагаете? A: 1-year warranty with free replacement parts, plus пожизненная техническая поддержка. Our engineers remain available even after the sale — via email, WhatsApp, or video call. Many of our clients have been with us for 5+ years because of this ongoing support. We don’t just sell machines; we build long-term partnerships.
Готовы начать свой печатный бизнес?
You’ve just walked through a full production cycle. Now imagine getting a частное видео-руководство в реальном времени of your own cylindrical products being printed, guided by our 20-year PLC engineer — Все на беглом английском языке, без каких-либо языковых барьеров..
Here’s how it works:
🔹 Шаг 1: Send us your design file and a few blank product samples — plastic, glass, or metal
🔹 Шаг 2: We custom-machine a fixture and run your print test
🔹 Шаг 3: We go live on video — our English-speaking engineer shows you everything, answers your technical questions on the spot, and you see the final print result in real time
Риск отсутствует. Если вы не уверены на 100%, вы уходите без обязательств. А перед отправкой мы проведем видеоинспекция перед отправкой with you, so you know exactly what’s arriving at your facility.
Not sure if this цилиндрическая трафаретная печатная машина fits your pen holder, airtight food container, drinking cup, sports water bottle, humidifier, glass jar, or metal container production? Or need a custom fixture for your specific cylindrical product?
👇 Click Alan’s photo below to chat with him directly on WhatsApp — he’ll send you a free tailored quote within 8 hours.