Mașină de serigrafie pentru piese cilindrice din plastic: Cum să imprimați sigle perfecte pe recipiente rotunde
Vă luptați cu înregistrarea neuniformă a imprimării pe piese cilindrice din plastic, sticle de sticlă sau recipiente metalice? JST-R300-ACSM mașină de serigrafie cilindrică complet automată rezolvă acest lucru cu precizie servo-acționată — livrând 1600–1800 de piese perfect imprimate pe oră peste plastic, sticlă, metal și hârtie substraturi. Și puteți vedea cum imprimă produsul dvs. real live, ghidat de inginerul nostru vorbitor de engleză, înainte de a cheltui un singur dolar.
În acest ghid, veți afla:
✅ Cum a mașinii sistem de alimentare non-stivuibil manevrează produse cilindrice pe care alte imprimante nu le pot automatiza – de la suporturi pentru pixuri la sticle de apă pentru sport
✅ flux de lucru în 7 pași de la încărcare manuală la curare IR, cu imagini reale needitătuite
✅ 5 probleme comune de imprimare rezolvat — inclusiv aderența cernelii pe sticlă, decojirea la temperaturi scăzute și fantoma de înregistrare
✅ Cum să obțineți un demonstrație video live gratuită cu inginerul nostru de imprimare produsul dvs. — plastic, sticlă sau metal
De ce există această mașină: Rezolvarea problemei “non-stivuibile”
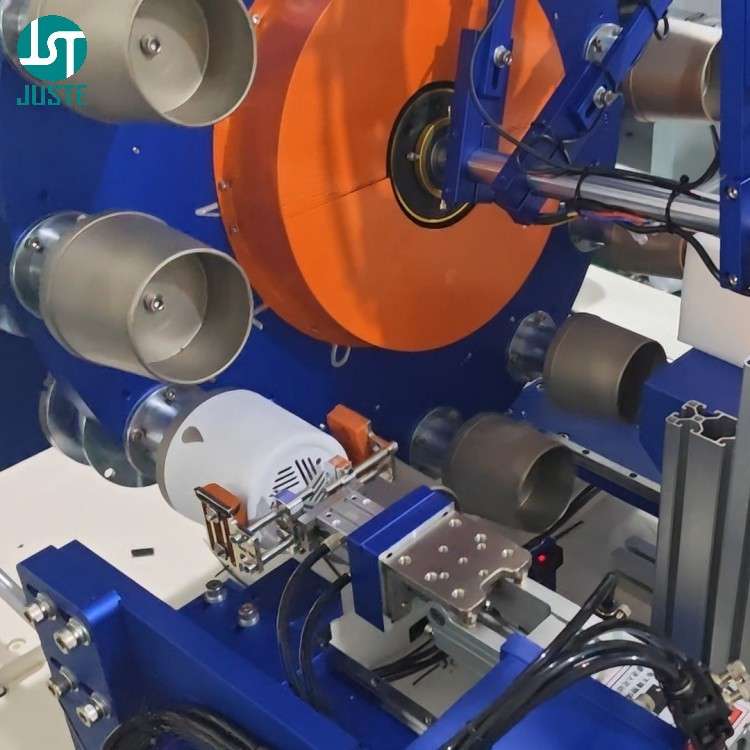
Produsele cilindrice — fie sticle de plastic, borcane de sticlă sau recipiente metalice — au o caracteristică frustrantă: nu pot fi stivuite. Spre deosebire de cupele conice care se cuibăresc una în alta, formele cilindrice adevărate trebuie manipulate individual. Acest lucru face automatizarea notoriu de dificilă.
Cel/Cea/Cei/Cele JST-R300-ACSM a fost modificat personalizat pentru a rezolva exact această problemă. Inginerii noștri au înlocuit sistemul standard de manipulare a cupelor conice cu un mecanism de alimentare cu tijă de împingere şi platou rotativ acționat de servomotor care manipulează delicat produse cilindrice non-stivuibile, unul câte unul — la 1600–1800 de bucăți pe oră.
Specificații tehnice dintr-o privire
Caracteristică
Specification
Model
JST-R300-ACSM
Print Color
One Color (multi-color optional)
Supported Materials
Plastic (PP/PET/PVC), Sticlă, Metal, Hârtie
Lungimea maximă de imprimare
200 × 300 mm
Diametrul maxim de imprimare
Cerc complet 100 mm / Jumătate de cerc 200 mm (personalizabil)
Diametrul minim de imprimare
30 mm (3 cm)
Viteza de imprimare
1600–1800 Pcs/H
Sistem de control
PLC cu ecran tactil
Tip acționare
Servomotor + Pneumatic
Dimensiunea mașinii
L245 × L150 × H155 CM (cu linie de întărire IR)
Putere
220V/50HZ or 110V/60HZ, 5KW
Greutatea mașinii
460 kg (530 kg with wooden box)
Why these specifications matter to your production: The 30–100mm diameter range covers most cylindrical consumer packaging — from lipstick tubes to sports bottles. The 1600–1800 Pcs/H output means you can fulfill medium-to-large orders with consistent quality, while the multi-material compatibility (plastic, glass, metal, paper) makes this a versatile investment for factories producing across different product lines.
Talk to Our Engineers Directly — No translators, no delays. Our 20-year PLC engineer speaks fluent English and will answer your technical questions live on a video call, from setup to maintenance.
Avantaje cheie pentru cumpărătorii B2B
Advantage
What It Means for You
Non-Stackable Product Expert
Custom push-rod feeding system handles plastic bottles, glass jars, and metal containers that can’t be stacked — unlike standard conical cup printers
Multi-Material Compatibility
Print on plastic (PP/PET/PVC), glass, metal, and paper with the same machine. Our engineers recommend the right ink + curing combo for each material
1600–1800 Pcs/H Output
High-volume production with stable ±0.1mm registration accuracy — verified by 48-hour burn-in test before shipment
Precizie servo-condusă
High-speed servo motor ensures perfect rotation synchronization, eliminating ghosting and registration drift
PLC Touchscreen Control
User-friendly interface with stored recipes for different product sizes — changeover in minutes, not hours
Built-in IR Curing Tunnel
Integrated drying system for plastisol inks on plastic/paper; UV curing available as optional upgrade for glass and metal applications
In-House CNC Fixturing
We custom-machine fixtures for each product (4oz–32oz) using 10 CNC centers (±0.01mm accuracy) — perfect fit = no wobble = no ghosting
48-Hour Burn-In Test
Every machine runs continuously for 48 hours before shipping — we don’t ship problems, we ship solutions
Fluxul de lucru de imprimare în 7 pași
Step 1: Cylindrical Products Awaiting Printing
Cylindrical plastic parts awaiting screen printing on JST-R300-ACSM feeding conveyor
The process begins with your cylindrical products — whether plastic, glass, or metal — placed on the feeding rack.
Because true cylindrical products cannot be stacked like tapered cups (they have no taper to nest into), therefore each piece must be individually positioned on the conveyor. This is the only manual step in the entire process — a deliberate design choice that ensures every product is handled gently and prevents the scratching or chipping that automated bulk feeders often cause on glass and metal surfaces.
Operator loading cylindrical plastic parts onto feeding conveyor for screen printing machine
The operator manually places each cylindrical product onto the feeding conveyor belt — the single manual intervention in the entire workflow.
Since cylindrical products have no flat stacking surface, therefore they cannot be automatically hopper-fed like cups or vials. By designing this single manual loading step into the workflow, we ensure maximum automation elsewhere while avoiding the cost and complexity of custom bulk feeders that often damage delicate glass or coated metal surfaces.
The machine supports a wide diameter range — from 30 mm to 100 mm (full circle) / 200 mm (half circle) — which means you can run everything from small cosmetic jars to large sports bottles on the same platform.
Our English-speaking engineers can show you exactly how your specific products would run on this system during a free live video demo. Send us a sample — plastic, glass, or metal — and we’ll print it on camera for you.
Step 3: Loading Station — Push-Rod Feeds Non-Stackable Products to Turntable
Loading station with push-rod feeding cylindrical product to turntable mold on screen printing machine
A cylindrical push-rod gently pushes each product onto the mold mounted on the convex divider (cam indexing drive) — this loading method is specifically engineered for non-stackable cylindrical products.
Because standard screen printers rely on gravity or simple slides for loading, therefore they struggle with true cylindrical shapes that roll unpredictably. By designing a push-rod mechanism that aligns each product horizontally, we ensure consistent positioning at every cycle, thus preventing misalignment that causes off-center prints or rejects.
We custom-machine fixtures for each product type and material using our in-house CNC workshop (10+ centers, ±0.01 mm accuracy). Since a 4oz bottle and a 32oz bottle have different diameters and wall thicknesses, therefore each requires a dedicated fixture. This ensures the product is held firmly during printing and prevents the micro-vibrations that cause ghosting and blurring.
⚠️ Common Problem: Print ghosting or blurring? This is often caused by insufficient fixture support. Our three-point contact fixture design eliminates product wobble. During your free live video call, our engineer will show you exactly how we match fixtures to your product dimensions.
During your free live video tour, our engineer will show you exactly how we design and machine these fixtures — all in fluent English, with no translation needed.
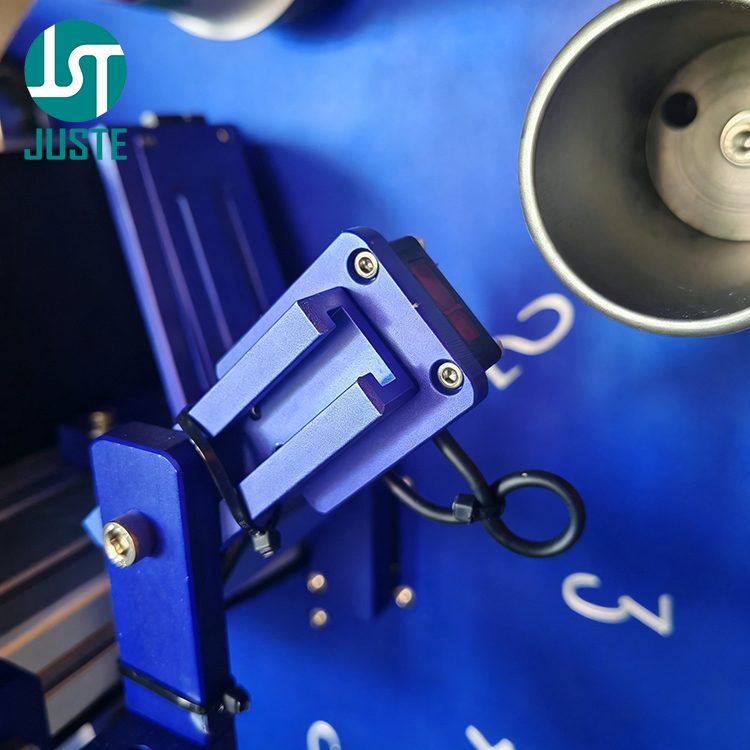
Step 4: Product Detection Sensor — No Product, No Print
Product detection sensor on turntable checking for cylindrical product presence
An optical sensor checks whether a cylindrical product is present on each fixture before printing begins.
If the sensor detects an empty fixture, then the machine immediately stops and triggers an alarm, waiting for operator inspection. This safety mechanism ensures the squeegee never prints directly onto the mold, thus preventing costly tooling damage and ink waste. Since replacement molds can cost hundreds of dollars and days of lead time, this single sensor pays for itself on the first avoided incident.
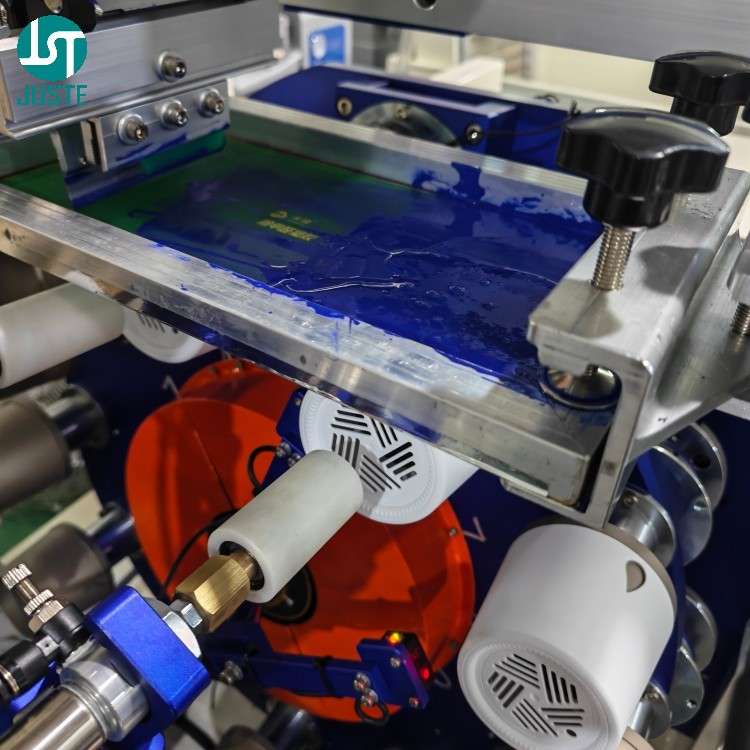
Step 5: Printing Station — Adjusting Stroke Length for Perfect Logo Placement
Printing station of cylindrical screen printing machine with squeegee and screen frame
The printing stroke length must be precisely calibrated: greater than the logo width, but less than the product circumference at the printing position.
Because the squeegee transfers ink only during its forward stroke, therefore a stroke that’s too short will leave the logo incomplete. Conversely, a stroke that’s too long will overlap the print or waste ink on unnecessary travel. By calibrating the stroke to match your specific logo and product diameter, we ensure crisp, complete transfer on every cycle.
Since different materials — plastic, glass, metal — have different surface energies, therefore ink formulation and pre-treatment must be adjusted accordingly. Our engineers will guide you through these settings during your live video call.
⚠️ Common Problem: Logo prints with dots or pinholes? This often indicates incorrect squeegee pressure or contaminated screen mesh. Our 20-year PLC engineer will show you how to diagnose this during your live demo — in fluent English, with real-time troubleshooting.
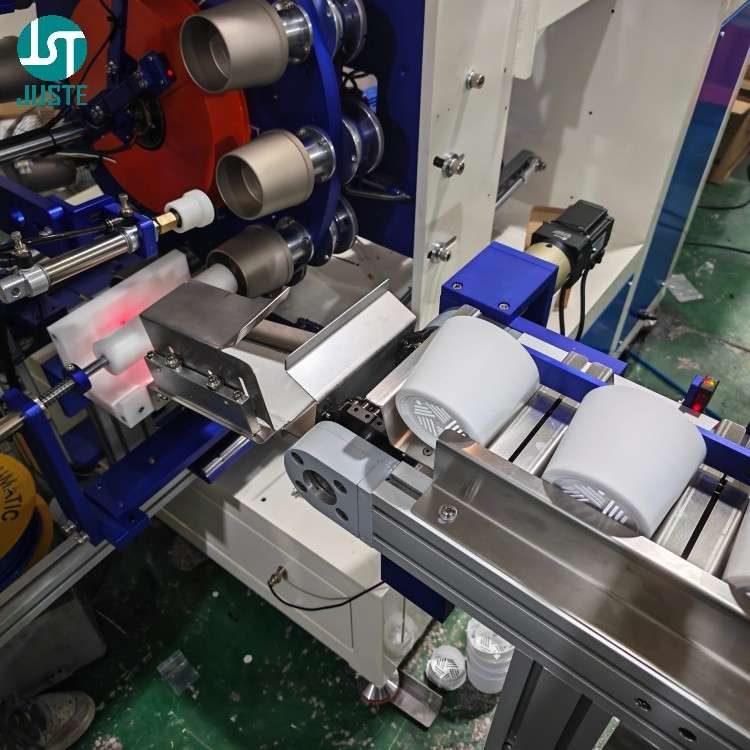
Step 6: Unloading Station — Mechanical Arm Removes Finished Parts
Mechanical arm unloading printed cylindrical parts onto conveyor after screen printing
A servo-driven mechanical arm gently grips each finished product, pulls it from the fixture, and transfers it to the unloading conveyor.
Because freshly printed ink is still wet, therefore any manual handling would risk smudging. By automating the unloading process with precise servo control, we ensure zero contact with the printed area, thus preserving print quality from the moment it leaves the screen until curing is complete.
This is the same process our English-speaking engineers will walk you through on a private video call — with your actual products.
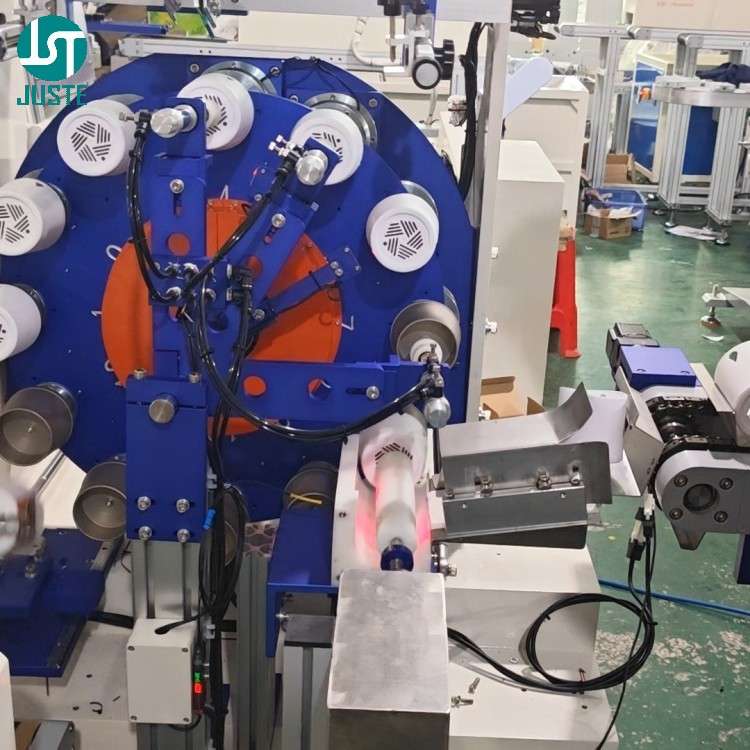
Step 7: IR Tunnel Oven — Curing the Printed Cylindrical Products
IR tunnel oven curing freshly printed cylindrical products after screen printing
Printed products move through the built-in IR tunnel oven (approximately 2 meters long) where heat permanently bonds the ink to the surface.
For plastisol inks on plastic and paper, the IR tunnel provides consistent 150–180°C heat that ensures full polymerization and prevents ink cracking or peeling. For glass and metal applications, we recommend UV ink with an optional UV curing system — since UV curing happens in under one second, therefore it enables even faster production speeds and superior adhesion on non-porous surfaces.
⚠️ Common Problem: Logo peels off when ice is added to the cup? This happens because standard inks become brittle at low temperatures. For cold-drink applications, our engineers recommend low-temperature PP inks that maintain adhesion from -38°C to +100°C. We’ll show you the difference during your live video demo.
After curing, products are collected in a bin at the end of the conveyor — ready for packaging and shipping.
Send us a few blank samples — plastic, glass, or metal — and we’ll run a custom demo just for you.
Întrebări frecvente (FAQ)
Î: Sunteți un producător sau o companie comercială? A: We are a producător direct — Shenzhen Juste Machine Co., Ltd. — established in 2013 with our own 9,000+ m² factory. We design, machine, assemble, and test every machine in-house. You’re buying directly from the source, not through a middleman. Every machine undergoes a 48-hour burn-in test before shipment — we don’t ship problems, we ship solutions.
Q: Can this machine print on my specific product — plastic, glass, or metal? A: Yes — this machine is custom-modified for true cylindrical products made of plastic (PP/PET/PVC), glass, metal, and paper. It does not handle conical, oval, or flat shapes (we offer separate models for those). Send us a blank sample, and we’ll test-print it on video so you can see the results yourself. Our engineers will recommend the optimal ink + curing combination for your material.
Î: De ce prețul dumneavoastră este mai mare decât al altor furnizori? A: Because of what’s inside — HIWIN linear guides, SMC valves, and AIRTAC pneumatic components, not generic parts. Our machines undergo a 48-hour burn-in test before shipment. And our in-house CNC workshop (±0.01 mm accuracy) ensures fixture precision that lower-cost suppliers can’t match. As we often tell our clients in over 120 countries: you pay for what you don’t see — the reliability that keeps your production line running.
Î: Inginerii dumneavoastră vorbesc engleză? Putem comunica fără translator? O: Yes — absolutely. Our 20-year PLC engineer and our sales engineers all speak fluent English. We regularly conduct video calls where our engineers walk clients through machine setup, troubleshooting, and customizations — directly, with zero translation delays. No middleman. No miscommunication. Just clear, technical English.
Q: Why does my printed logo peel off when I add ice to the cup? O: This happens because standard screen printing inks become brittle at low temperatures. For cold-drink applications, we recommend low-temperature PP inks that maintain adhesion from -38°C to +100°C. During your free live video demo, our engineer will show you the difference between standard and low-temperature inks on your actual product — and recommend the right solution for your production needs.
Q: Why does my printed logo have dots, pinholes, or look grainy? O: Dots or pinholes usually indicate one of three issues: incorrect squeegee pressure, contaminated screen mesh, or improper ink viscosity. During your free live video call, our 20-year PLC engineer will diagnose the specific cause based on your setup and show you how to fix it — in fluent English, with real-time troubleshooting on the machine.
Q: Why do my prints have ghosting, blurring, or double images? O: Ghosting is almost always caused by product movement during printing — usually insufficient fixture support or incorrect stroke pressure. Our three-point contact fixture design eliminates product wobble. Since we custom-machine every fixture for your specific product dimensions, therefore ghosting is virtually eliminated before it starts. Ask our engineer to show you the fixture design during your video demo.
Q: Pot vedea mașina tipărind produsul meu înainte de a plăti? A: Yes — and we insist on it. Send us a few blank samples — plastic, glass, or metal — and we’ll run a free test-print on video. Our English-speaking engineer will show you the entire process in real time — not a pre-recorded generic video. You’ll see your logo on your product, and you can ask technical questions as we go. It’s zero-risk, zero-obligation.
Î: Pot să îmi inspectez mașina înainte de a fi expediată? A: Absolutely. We offer a inspecție video înainte de expediere for every order. We’ll go live with you — walking through the machine, showing you the configuration, demonstrating that it meets all your specifications, and reviewing the 48-hour test report. You see exactly what’s going into the crate. And since our engineers speak fluent English, you can ask any question in real time.
Q: How do I clean the screen after printing? Does it require special care? O: Yes — screen cleaning is essential for maintaining print quality. After each production run, use screen wash/cleaner to remove residual ink from the mesh. Because dried ink blocks the mesh openings, therefore regular cleaning prevents pinholes and incomplete prints. We recommend mesh open time of 5–10 minutes before cleaning for best results. Our engineer will demonstrate the complete cleaning procedure during your live handover — in fluent English, step by step.
Î: Ce garanție și asistență tehnică oferiți? A: 1-year warranty with free replacement parts, plus asistență tehnică pe viață. Our engineers remain available even after the sale — via email, WhatsApp, or video call. Many of our clients have been with us for 5+ years because of this ongoing support. We don’t just sell machines; we build long-term partnerships.
Ești gata să îți începi afacerea de tipărire?
You’ve just walked through a full production cycle. Now imagine getting a ghid video privat în timp real of your own cylindrical products being printed, guided by our 20-year PLC engineer — all in fluent English, with zero communication barriers.
Here’s how it works:
🔹 Pasul 1: Send us your design file and a few blank product samples — plastic, glass, or metal
🔹 Pasul 2: We custom-machine a fixture and run your print test
🔹 Step 3: We go live on video — our English-speaking engineer shows you everything, answers your technical questions on the spot, and you see the final print result in real time
Nu există niciun risc. If you’re not 100% convinced, you walk away with no obligation. And before shipping, we’ll do a inspecție video înainte de expediere with you, so you know exactly what’s arriving at your facility.
Not sure if this mașină de serigrafie cilindrică fits your pen holder, airtight food container, drinking cup, sports water bottle, humidifier, glass jar, or metal container production? Or need a custom fixture for your specific cylindrical product?
👇 Click Alan’s photo below to chat with him directly on WhatsApp — he’ll send you a free tailored quote within 8 hours.