内容
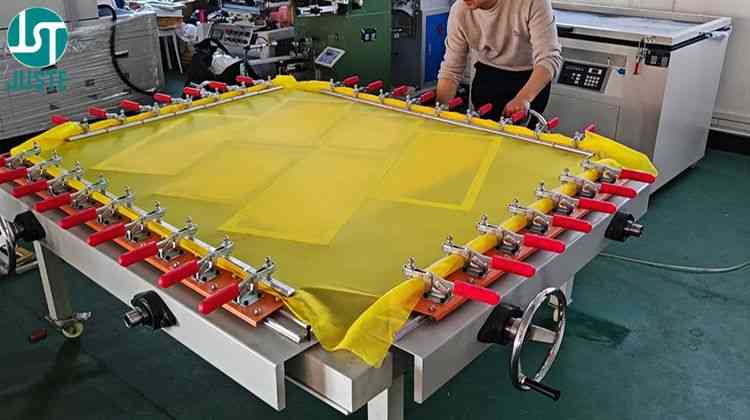
如何使用网片拉伸机
丝网印刷和工业应用的分步指南。
A. 准备
A1.工具及材料:
○ 绷网机(手动/气动/液压)

○ 网框(铝制或木质,干净无毛刺)


○ 网布(尼龙或涤纶,符合所需网目数)

○ 粘合剂(专用相框胶或双面胶带)

○ 张力计(选配,用于精密测量)

○ 美工刀或剪刀
A2. 工作空间要求:
• 平坦的操作表面,温度/湿度稳定(20-25°C,50-70% RH)
• 避免强气流或振动。
B. 逐步过程
步骤 1:固定框架
将框架放置在拉伸机床上,并使所有边缘与夹具对齐。
首先锁定相对的两侧(例如顶部/底部),然后固定剩余的两侧以防止变形。

步骤 2:定位网格
将网格放在框架上,确保所有边都有≥5cm的多余部分以便夹紧。
将网格经线/纬线与框架边缘平行对齐;消除皱纹。

步骤 3:初始张紧
启动担架:
气动/液压:设定压力(3-5 bar,根据网格数调整)。
手动:均匀转动手柄,分 2-3 个阶段增加张力。
从中心向外开始拉紧,以避免局部过度拉伸。
步骤4:均匀拉伸(关键!)
交叉对角线拉伸法:
首先沿左上 → 右下轴拉伸,然后沿右上 → 左下轴拉伸。
每次伸展之间暂停10秒以缓解压力。
明文
↗→↘ ↖←↙
拉伸顺序图
张力验证:
使用张力计测量 4 个边缘和中心的张力:
尼龙:18-25 N/cm
聚酯:20-30 N/cm
允许各点之间的变化≤2 N/cm。
步骤 5:粘合剂粘合
将胶水均匀涂抹在框架粘合表面(建议使用氰基丙烯酸酯瞬间胶)。
按压网格边缘 3-5 分钟或使用夹具直至固化。

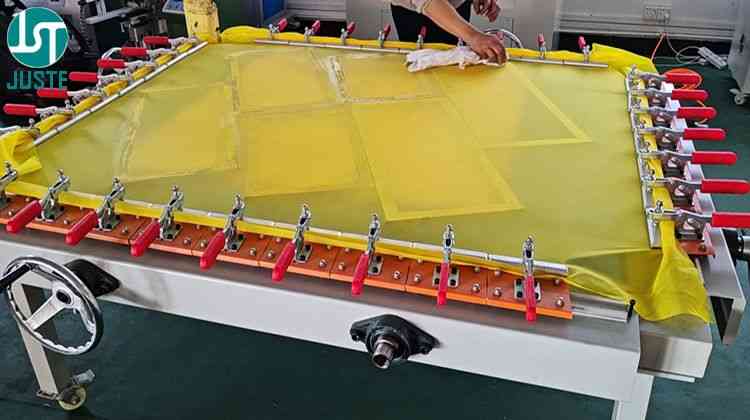
步骤 6:修剪和最终检查
使用美工刀沿着框架边缘修剪多余的网格。
重新检查整个网格的张力均匀性。

拉伸网格为何如此重要?
1. 网格的张力对于实现高质量的印刷至关重要。如果网格没有拉紧,则会导致印刷模糊或不一致,因为网格会在印刷过程中移动。
2. 适当的张力可确保打印件清晰、精确,且屏幕耐用,可供多次使用。
3. 拉伸网格的过程可确保其正确对齐和张紧,以获得最佳的丝网印刷效果。
Juste Machine绷网经验分享。
在丝网印刷中,无论你是否将网布拉直(直网)或有角度的(斜角网格)到框架上取决于具体的印刷要求和您使用的材料类型。以下是何时使用每种方法的说明:
何时使用直拉伸网?
标准印刷:
对于大多数常规丝网印刷应用,例如在平面上印刷(例如纸张、织物或纸板),通常使用直网。这可确保整个丝网的张力均匀一致,这对于精确清晰的印刷至关重要。
当需要持续的张力时:
拉直网格可确保整个屏幕的张力均匀,这对于创建清晰一致的印刷品至关重要,尤其是在打印精细细节或复杂设计时。
对于细网格尺寸:
当使用更细的网格(用于高细节打印)时,直网格可确保细线保持均匀拉伸,防止打印过程中出现扭曲或移动。
如何伸展:
在所有方向上施加均匀的张力,将网布拉直,穿过框架以消除任何皱纹或松弛。网布应均匀拉紧,并在框架上保持方正。

何时使用角度拉伸网?
在曲面或不规则表面上打印:
斜角网格通常用于在圆柱形、圆锥形或其他不平整表面(如瓶子、杯子或管子)上进行打印。
角度拉伸有助于保持一致的油墨压力,并确保在弯曲或不规则的基材上平滑、均匀地转移图案。
对于特定材料:
当使用不平坦的材料或物体时(例如,在化妆品瓶、杯子或玻璃杯等容器的侧面打印),以一定角度拉伸网格有助于屏幕适应表面的形状。
处理大规模印刷时:对于更大或更复杂的印刷,有角度的网格可以帮助更好地控制油墨流动和在更大区域上的应用。
如何伸展:
对网布施加张力,同时以一定角度拉动网布,通常略微倾斜(约 15-30 度),而不是直拉。当丝网设计用于在非平面上印刷时,通常会这样做,以帮助网布更好地贴合形状。
为什么网格张力决定打印质量
张力不均匀的后果
多色套准失准
扭曲的半色调点(模糊的细节)
乳剂涂层不一致(紫外线曝光不均匀)
行业特定的张力标准
| 应用 | 目标张力 (N/cm) | 宽容 |
| 服装印花 | 18-22 | ±2 |
| 电子贴花 | 23-26 | ±1.5 |
| 陶瓷转印 | 20-24 | ±2 |
| 3D纹理打印 | 25-30 | ±1 |
网格数兼容性图表
| 墨水类型 | 网格数 | 张力范围 (N/cm) |
| 水性(纺织) | 110-160 | 18-20 |
| 紫外线固化 | 200-350 | 22-25 |
| 金属 | 80-120 | 16-18 |
| 荧光 | 150-200 | 20-22 |
重要提示和警告
✅张力控制:
• 降低高网目数(>300)的拉伸速度以防止撕裂。
• 避免气动系统的压力突然飙升。
✅ 框架预处理:
• 给木制框架涂上防水涂料,以防止翘曲。
• 使用异丙醇清洁铝框架以获得更好的粘附性。
⚠️ 故障排除:
• 松散区域:局部重新拉伸并重新涂抹粘合剂。
• 胶水溢出:立即用丙酮清理,以免网格受到污染。
高级技术
• 角度拉伸(22.5°/45°):
减少半色调印刷中的莫尔条纹(需要有角度的夹具)。
双网格分层:
• 为了获得超精细的细节,请先拉伸低网格支撑层。
推荐绷网机设备
| 类型 | 最适合 |
| 手动网片拉伸器 | 小批量、多尺寸 |
| 机械网片拉伸器 | 中等容量稳定性 |
| 螺旋主轴拉伸器 | 中型印刷厂,稳定性优先 |
| 气动网片拉伸器 | 中型印刷厂,稳定性优先 |
| 自动网张紧器 | 大批量生产 |



