Inhoud
- 1 Hoe een gaasspannermachine te gebruiken
- 2 A. Voorbereiding
- 3 B. Stap-voor-stap proces
- 4 Stap 1: Bevestig het frame
- 5 Stap 2: Positioneer het gaas
- 6 Stap 3: Eerste spanning
- 7 Stap 4: Gelijkmatig uitrekken (cruciaal!)
- 8 Stap 5: Lijmverbinding
- 9 Stap 6: Trimmen en laatste controle
- 10 Wanneer moet je recht rekbaar gaas gebruiken?
- 11 Wanneer moet ik hoekige rekbare gaas gebruiken?
- 12 Waarom gaasspanning de afdrukkwaliteit bepaalt
- 13 Industriespecifieke spanningsnormen
- 14 Compatibiliteitstabel voor mesh-telling
- 15 Aanbevolen apparatuur voor zeefrekmachines
- 16 Dit vind je misschien ook leuk
Hoe een gaasspannermachine te gebruiken
Stapsgewijze handleiding voor zeefdruk en industriële toepassingen.
A. Voorbereiding
A1.Gereedschappen en materialen:
○ Schermrekmachine (handmatig/pneumatisch/hydraulisch)

○ Schermframe (aluminium of hout, schoon en braamvrij)


○ Mesh (nylon of polyester, passend bij het vereiste aantal meshes)

○ Lijm (speciale framelijm of dubbelzijdige tape)

○ Spanningsmeter (optioneel, voor nauwkeurige meting)

○ Stanleymes of schaar
A2. Werkruimtevereisten:
• Vlak werkoppervlak met stabiele temperatuur/vochtigheid (20-25°C, 50-70% RV)
• Vermijd sterke luchtstromen of trillingen.
B. Stap-voor-stap proces
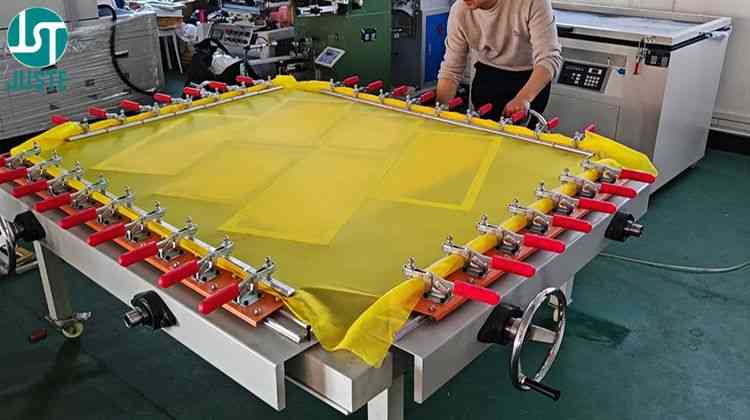
Stap 1: Bevestig het frame
Plaats het frame op het bed van de opspanmachine en zorg dat alle randen met klemmen uitgelijnd zijn.
Maak eerst de tegenoverliggende zijden vast (bijv. boven/onder) en zet daarna de overige zijden vast om vervorming te voorkomen.

Stap 2: Positioneer het gaas
Leg het gaas over het frame en zorg ervoor dat er aan alle kanten minimaal 5 cm ruimte overblijft voor het vastklemmen.
Lijn de ketting-/inslagdraden van het gaas parallel uit met de randen van het frame; verwijder kreukels.

Stap 3: Eerste spanning
Activeer de brancard:
Pneumatisch/hydraulisch: Stel de druk in (3-5 bar, per maaswijdte aanpassen).
Handleiding: Draai de handgrepen gelijkmatig en verhoog de spanning in 2-3 stappen.
Begin met het opspannen vanuit het midden naar buiten om plaatselijke overrekking te voorkomen.
Stap 4: Gelijkmatig uitrekken (cruciaal!)
Kruisdiagonale rekmethode:
Rek eerst uit langs de as linksboven → rechtsonder, dan rechtsboven → linksonder.
Neem tussen de rek- en strekoefeningen 10 seconden pauze om stress te verminderen.
platte tekst
↗→↘ ↖←↙
Rekvolgordediagram
Spanningscontrole:
Meet de spanning aan 4 randen en in het midden met een spanningsmeter:
Nylon: 18-25 N/cm
Polyester: 20-30 N/cm
Houd rekening met een variatie van ≤2 N/cm tussen de punten.
Stap 5: Lijmverbinding
Breng de lijm gelijkmatig aan op de verbindingsvlakken van het frame (bij voorkeur cyanoacrylaat secondelijm).
Druk de randen van het gaas 3-5 minuten aan of gebruik klemmen totdat het is uitgehard.

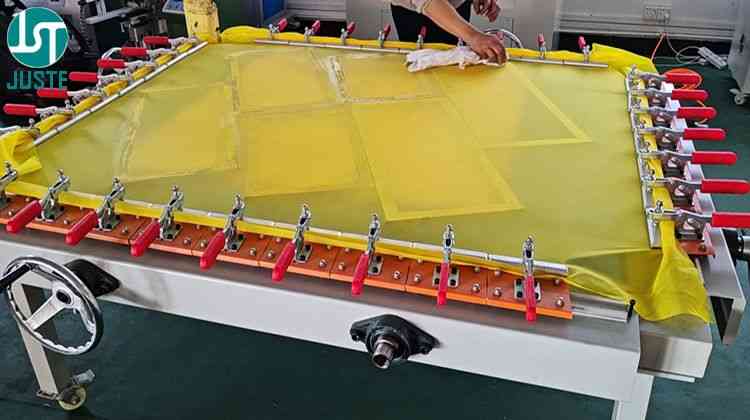
Stap 6: Trimmen en laatste controle
Snijd het overtollige gaas met een stanleymesje langs de rand van het frame weg.
Controleer nogmaals of de spanning over het gehele gaas gelijkmatig is.

Waarom is het uitrekken van gaas belangrijk?
1. De spanning op het gaas is cruciaal voor het verkrijgen van hoogwaardige afdrukken. Als het gaas niet strak is gespannen, kan dit leiden tot wazige of inconsistente afdrukken, omdat het gaas beweegt tijdens het afdrukproces.
2. De juiste spanning zorgt voor scherpe, nauwkeurige afdrukken en een duurzaam scherm voor veelvuldig gebruik.
3. Door het gaas op te rekken, wordt ervoor gezorgd dat het goed uitgelijnd en gespannen is, voor de beste zeefdrukresultaten.
Ervaringen delen met Juste Machine Stretching Mesh.
Bij zeefdruk, of u nu gaas recht spant (recht gaas) of hoekig (hoekige maas) op het frame hangt af van de specifieke afdrukvereisten en het type materialen waarmee u werkt. Hier volgt een uitleg van wanneer u elke methode moet gebruiken:
Wanneer moet je recht rekbaar gaas gebruiken?
Standaard afdrukken:
Voor de meeste algemene zeefdruktoepassingen, zoals het bedrukken van vlakke oppervlakken (bijvoorbeeld papier, stof of karton), wordt doorgaans recht gaas gebruikt. Dit zorgt voor een gelijkmatige en consistente spanning over het gehele scherm, wat essentieel is voor nauwkeurige en scherpe afdrukken.
Wanneer consistente spanning vereist is:
Door het rechttrekken van het gaas wordt de spanning over het hele scherm gelijkmatig verdeeld. Dit is cruciaal voor het maken van duidelijke en consistente afdrukken, vooral bij het afdrukken van fijne details of ingewikkelde ontwerpen.
Voor fijne maaswijdtes:
Bij gebruik van fijner gaas (voor gedetailleerd printen) zorgt een recht gaas ervoor dat de fijne draden gelijkmatig uitgerekt blijven, waardoor vervorming of beweging tijdens het printen wordt voorkomen.
Hoe te stretchen:
Pas gelijke spanning toe in alle richtingen, trek het gaas recht over het frame om rimpels of speling te elimineren. Het gaas moet gelijkmatig strak en haaks op het frame zitten.

Wanneer moet ik hoekige rekbare gaas gebruiken?
Afdrukken op gebogen of onregelmatige oppervlakken:
Schuin gaas wordt vaak gebruikt voor het bedrukken van cilindrische, conische of andere oneffen oppervlakken (zoals flessen, bekers of tubes).
Door de hoekige rek blijft de inktdruk constant en wordt een vloeiende, gelijkmatige overdracht van het ontwerp op een gebogen of onregelmatige ondergrond gegarandeerd.
Voor specifieke materialen:
Wanneer u werkt met materialen of objecten die niet vlak zijn (bijvoorbeeld bij het bedrukken van de zijkanten van bijvoorbeeld cosmeticaflessen, mokken of glazen), kunt u het gaas schuin uitrekken. Zo past het scherm zich aan de vorm van het oppervlak aan.
Bij het werken met grootschalige afdrukken: voor grotere of complexere afdrukken kan een schuin gaas helpen om de inktstroom en de toepassing op grotere oppervlakken beter te beheersen.
Hoe te stretchen:
Trek aan het gaas terwijl u het in een hoek trekt, meestal een beetje diagonaal (ongeveer 15-30 graden), in plaats van rechtdoor. Dit wordt meestal gedaan als het scherm is ontworpen voor het printen op niet-vlakke oppervlakken, waardoor het gaas zich beter aanpast aan de vorm.
Waarom gaasspanning de afdrukkwaliteit bepaalt
Gevolgen van ongelijke spanning
Foutieve uitlijning bij meerkleurenregistratie
Vervormde halftoonstippen (onscherpe details)
Inconsistente emulsiecoating (ongelijke UV-belichting)
Industriespecifieke spanningsnormen
| Sollicitatie | Doelspanning (N/cm) | Tolerantie |
| Kleding bedrukken | 18-22 | ±2 |
| Elektronische stickers | 23-26 | ±1,5 |
| Keramische transfers | 20-24 | ±2 |
| 3D-textuurprinten | 25-30 | ±1 |
Compatibiliteitstabel voor mesh-telling
| Inkttype | Mesh-aantal | Spanningsbereik (N/cm) |
| Op waterbasis (textiel) | 110-160 | 18-20 |
| UV-uithardend | 200-350 | 22-25 |
| Metalen | 80-120 | 16-18 |
| Fluorescerend | 150-200 | 20-22 |
Belangrijke tips en waarschuwingen
✅ Spanningscontrole:
• Verlaag de reksnelheid bij een groot aantal mazen (>300) om scheuren te voorkomen.
• Vermijd plotselinge drukpieken bij pneumatische systemen.
✅ Frame-voorbehandeling:
• Behandel houten kozijnen met een waterdichte coating om kromtrekken te voorkomen.
• Reinig aluminium frames met isopropylalcohol voor een betere hechting.
⚠️ Problemen oplossen:
• Losse plekken: plaatselijk opnieuw uitrekken en opnieuw lijm aanbrengen.
• Overgelopen lijm: maak deze onmiddellijk schoon met aceton om verontreiniging van het gaas te voorkomen.
Geavanceerde technieken
• Hoekige strekking (22,5°/45°):
Vermindert moirépatronen bij halftoonafdrukken (vereist hoekklemmen).
Dubbele mesh-laag:
• Voor ultrafijne details, rek je eerst een dunne ondersteunende laag uit.
Aanbevolen apparatuur voor zeefrekmachines
| Type | Beste voor |
| Handmatige gaasspanner | Kleine partijen, meerdere maten |
| Mechanische gaasspanner | Stabiliteit in het middenvolume |
| Spiraalspindel-stretcher | Middelgrote drukkerij, stabiliteit geniet de voorkeur |
| Pneumatische gaasbrancard | Middelgrote drukkerij, stabiliteit geniet de voorkeur |
| Automatische gaasspanner | Hoogvolume productie |



