Kandungan
- 1 Cara Menggunakan Mesin Pengusung Jaring
- 2 A. Persediaan
- 3 B. Proses Langkah Demi Langkah
- 4 Langkah 1: Selamatkan Bingkai
- 5 Langkah 2: Letakkan Mesh
- 6 Langkah 3: Ketegangan Awal
- 7 Langkah 4: Regangan Seragam (Kritikal!)
- 8 Langkah 5: Ikatan Pelekat
- 9 Langkah 6: Pemangkasan & Pemeriksaan Akhir
- 10 Bilakah Perlu Menggunakan Jaring Peregangan Lurus?
- 11 Bilakah Perlu Menggunakan Mesh Peregangan Bersudut?
- 12 Mengapa Ketegangan Mesh Menentukan Kualiti Cetakan
- 13 Piawaian Ketegangan Khusus Industri
- 14 Carta Keserasian Kiraan Mesh
- 15 Peralatan Mesin Peregangan Skrin yang Disyorkan
- 16 Anda juga mungkin suka
Cara Menggunakan Mesin Pengusung Jaring
Panduan Langkah demi Langkah Untuk percetakan skrin dan aplikasi perindustrian.
A. Persediaan
A1. Alatan & Bahan:
○ Mesin regangan skrin (manual/pneumatik/hidraulik)

○ Bingkai skrin (aluminium atau kayu, bersih dan bebas gerigi)


○ Jaring (nilon atau poliester, sepadan dengan kiraan jaring yang diperlukan)

○ Pelekat (gam bingkai khusus atau pita bermuka dua)

○ Meter ketegangan (pilihan, untuk pengukuran ketepatan)

○ Pisau atau gunting utiliti
A2. Keperluan Ruang Kerja:
• Permukaan operasi rata dengan suhu/kelembapan yang stabil (20-25°C, 50-70% RH)
• Elakkan aliran udara atau getaran yang kuat.
B. Proses Langkah Demi Langkah
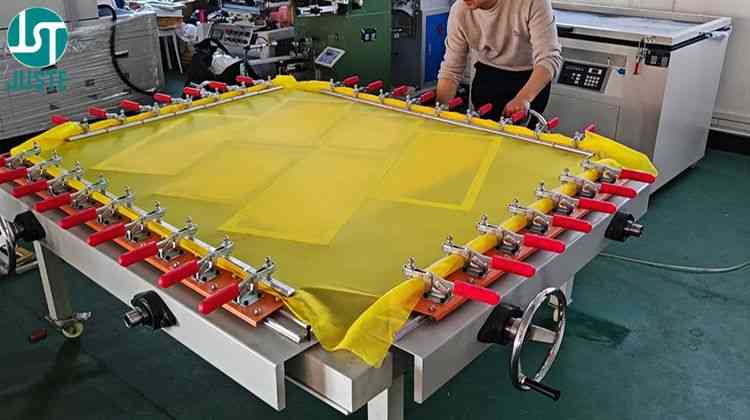
Langkah 1: Selamatkan Bingkai
Letakkan bingkai di atas katil mesin regangan, sejajarkan semua tepi dengan pengapit.
Kuncikan sisi yang bertentangan dahulu (cth., atas/bawah), kemudian ketatkan sisi yang tinggal untuk mengelakkan herotan.

Langkah 2: Letakkan Mesh
Letakkan jaring di atas bingkai, pastikan lebihan ≥5cm pada semua sisi untuk pengapitan.
Sejajarkan benang lungsin/pakan jaring selari dengan tepi bingkai; hilangkan kedutan.

Langkah 3: Ketegangan Awal
Aktifkan pengusung:
Pneumatik/hidraulik: Tetapkan tekanan (3-5 bar, laraskan setiap kiraan jejaring).
Manual: Putar pemegang secara merata, tingkatkan ketegangan dalam 2-3 peringkat.
Mulakan tegang dari tengah ke luar untuk mengelakkan regangan berlebihan setempat.
Langkah 4: Regangan Seragam (Kritikal!)
Kaedah Regangan Merentas Pepenjuru:
Regangan pertama di sepanjang paksi kiri atas → kanan bawah, kemudian kanan atas → kiri bawah.
Jeda 10 saat antara regangan untuk melegakan tekanan.
teks biasa
↗→↘ ↖←↙
Gambarajah jujukan regangan
Pengesahan Ketegangan:
Ukur tegangan pada 4 tepi dan pusat menggunakan meter tegangan:
Nilon: 18-25 N/cm
Poliester: 20-30 N/cm
Benarkan variasi ≤2 N/cm antara titik.
Langkah 5: Ikatan Pelekat
Sapukan gam secara sekata pada permukaan pengikat bingkai (pelekat segera sianoakrilat disyorkan).
Tekan tepi jaring selama 3-5 minit atau gunakan pengapit sehingga kering.

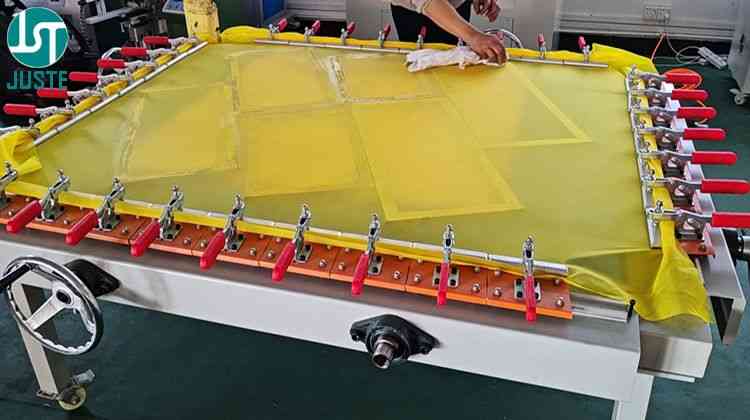
Langkah 6: Pemangkasan & Pemeriksaan Akhir
Potong lebihan jaringan dengan pisau utiliti di sepanjang tepi bingkai.
Periksa semula keseragaman tegangan merentasi keseluruhan jaringan.

Mengapa Mesh Regangan Penting?
1. Ketegangan pada jaringan adalah penting untuk mencapai cetakan berkualiti tinggi. Jika jaringan tidak diregangkan dengan ketat, ia boleh menyebabkan cetakan kabur atau tidak konsisten, kerana jaringan akan bergerak semasa proses pencetakan.
2. Ketegangan yang betul memastikan cetakan yang tajam, tepat dan skrin yang tahan lama untuk pelbagai kegunaan.
3. Proses meregangkan jaringan ini memastikan ia sejajar dan ditegangkan dengan betul untuk hasil cetakan skrin yang terbaik.
Perkongsian Pengalaman Mesh Regangan Mesin Juste.
Dalam percetakan skrin, sama ada anda meregangkan jaringan lurus (jaringan lurus) atau bersudut (mesh bersudut) pada bingkai bergantung pada keperluan percetakan khusus dan jenis bahan yang anda gunakan. Berikut ialah penjelasan tentang masa untuk menggunakan setiap kaedah:
Bilakah Perlu Menggunakan Jaring Peregangan Lurus?
Pencetakan Standard:
Untuk kebanyakan aplikasi percetakan skrin umum, seperti mencetak pada permukaan rata (cth, kertas, fabrik atau kadbod), jaringan lurus biasanya digunakan. Ini memastikan ketegangan yang sekata dan konsisten di seluruh skrin, yang penting untuk cetakan yang tepat dan tajam.
Apabila Ketegangan Konsisten Diperlukan:
Meluruskan mesh memastikan ketegangan seragam merentasi skrin, yang penting untuk menghasilkan cetakan yang jelas dan konsisten, terutamanya apabila mencetak butiran halus atau reka bentuk yang rumit.
Untuk Saiz Mesh Halus:
Apabila menggunakan jaringan yang lebih halus (untuk pencetakan terperinci tinggi), jaringan lurus memastikan bahawa benang halus kekal sama rata, menghalang herotan atau pergerakan semasa mencetak.
Cara Meregangkan:
Sapukan ketegangan yang sama dalam semua arah, tarik jejaring lurus melintasi bingkai untuk menghilangkan sebarang kedutan atau kendur. Mesh hendaklah seragam tegang dan segi empat sama pada bingkai.

Bilakah Perlu Menggunakan Mesh Peregangan Bersudut?
Mencetak pada Permukaan Melengkung atau Tidak Sekata:
Jaring bersudut sering digunakan untuk mencetak pada permukaan silinder, kon atau permukaan tidak rata lain (seperti botol, cawan atau tiub).
Regangan bersudut membantu mengekalkan tekanan dakwat yang konsisten dan memastikan pemindahan reka bentuk yang licin dan sekata pada substrat yang melengkung atau tidak teratur.
Untuk Bahan Tertentu:
Apabila bekerja dengan bahan atau objek yang tidak rata (cth, mencetak pada sisi bekas seperti botol kosmetik, cawan atau cermin mata), meregangkan jejaring pada sudut membantu skrin sesuai dengan bentuk permukaan.
Apabila Bekerja dengan Cetakan Berskala Besar: Untuk cetakan yang lebih besar atau lebih kompleks, jejaring bersudut boleh membantu mencapai kawalan yang lebih baik ke atas aliran dakwat dan aplikasi merentasi kawasan yang lebih besar.
Cara Meregangkan:
Sapukan ketegangan pada jejaring sambil menariknya pada sudut, biasanya pada pepenjuru sedikit (sekitar 15-30 darjah), bukannya lurus melintang. Ini biasanya dilakukan apabila skrin direka bentuk untuk mencetak pada permukaan yang tidak rata, membantu mesh mematuhi bentuk yang lebih baik.
Mengapa Ketegangan Mesh Menentukan Kualiti Cetakan
Akibat Ketegangan Tidak Sekata
Salah jajaran dalam pendaftaran pelbagai warna
Titik halftone herot (butiran kabur)
Salutan emulsi tidak konsisten (pendedahan UV tidak sekata)
Piawaian Ketegangan Khusus Industri
| Permohonan | Ketegangan Sasaran (N/cm) | Toleransi |
| Percetakan Pakaian | 18-22 | ±2 |
| Pelekat Elektronik | 23-26 | ±1.5 |
| Pemindahan Seramik | 20-24 | ±2 |
| Pencetakan Tekstur 3D | 25-30 | ±1 |
Carta Keserasian Kiraan Mesh
| Jenis Dakwat | Kiraan Mesh | Julat Ketegangan (N/cm) |
| Berasaskan Air (Tekstil) | 110-160 | 18-20 |
| UV-Boleh Diubati | 200-350 | 22-25 |
| metalik | 80-120 | 16-18 |
| pendarfluor | 150-200 | 20-22 |
Petua & Amaran Utama
✅ Kawalan Ketegangan:
• Kurangkan kelajuan regangan untuk kiraan jaringan yang tinggi (>300) bagi mengelakkan koyakan.
• Elakkan lonjakan tekanan secara tiba-tiba dengan sistem pneumatik.
✅ Rawatan Pra-Bingkai:
• Salut rangka kayu dengan kalis air untuk mengelakkan melengkung.
• Bersihkan bingkai aluminium dengan alkohol isopropil untuk lekatan yang lebih baik.
⚠️ Penyelesaian masalah:
• Kawasan longgar: Regangkan semula secara setempat dan sapukan semula pelekat.
• Limpahan gam: Bersihkan segera dengan aseton untuk mengelakkan pencemaran jaringan.
Teknik Lanjutan
• Regangan Bersudut (22.5°/45°):
Mengurangkan corak moiré dalam cetakan halfton (memerlukan pengapit bersudut).
Lapisan Dwi-Mesh:
• Untuk perincian ultra halus, regangkan lapisan sokongan jaringan rendah terlebih dahulu.
Peralatan Mesin Peregangan Skrin yang Disyorkan
| taip | Terbaik Untuk |
| Pengusung Jaring Manual | Kelompok kecil, pelbagai saiz |
| Pengusung Mesh Mekanikal | Kestabilan isipadu sederhana |
| Pengusung gelendong Helix | Kilang percetakan bersaiz sederhana, kestabilan lebih diutamakan |
| Pengusung Jaring Pneumatik | Kilang percetakan bersaiz sederhana, kestabilan lebih diutamakan |
| Penegang Mesh Automatik | Produk volum tinggi |



