Isi
- 1 Cara Menggunakan Mesin Peregang Jaring
- 2 A. Persiapan
- 3 B. Proses Langkah demi Langkah
- 4 Langkah 1: Amankan Bingkai
- 5 Langkah 2: Posisikan Mesh
- 6 Langkah 3: Ketegangan Awal
- 7 Langkah 4: Peregangan Seragam (Penting!)
- 8 Langkah 5: Ikatan Perekat
- 9 Langkah 6: Pemangkasan & Pemeriksaan Akhir
- 10 Kapan Harus Menggunakan Jaring Peregangan Lurus?
- 11 Kapan Harus Menggunakan Jaring Peregangan Sudut?
- 12 Mengapa Ketegangan Jaring Menentukan Kualitas Cetak
- 13 Standar Ketegangan Khusus Industri
- 14 Bagan Kompatibilitas Jumlah Mesh
- 15 Peralatan Mesin Peregang Layar yang Direkomendasikan
- 16 Anda mungkin juga menyukai
Cara Menggunakan Mesin Peregang Jaring
Panduan Langkah-demi-Langkah untuk sablon dan aplikasi industri.
A. Persiapan
A1.Alat & Bahan:
○ Mesin peregangan layar (manual/pneumatik/hidrolik)

○ Rangka layar (aluminium atau kayu, bersih dan bebas duri)


○ Jaring (nilon atau poliester, sesuai dengan jumlah jaring yang dibutuhkan)

○ Perekat (lem bingkai khusus atau selotip dua sisi)

○ Pengukur ketegangan (opsional, untuk pengukuran presisi)

○ Pisau serbaguna atau gunting
A2. Persyaratan Ruang Kerja:
• Permukaan operasi datar dengan suhu/kelembapan stabil (20-25°C, 50-70°C RH)
• Hindari aliran udara atau getaran yang kuat.
B. Proses Langkah demi Langkah
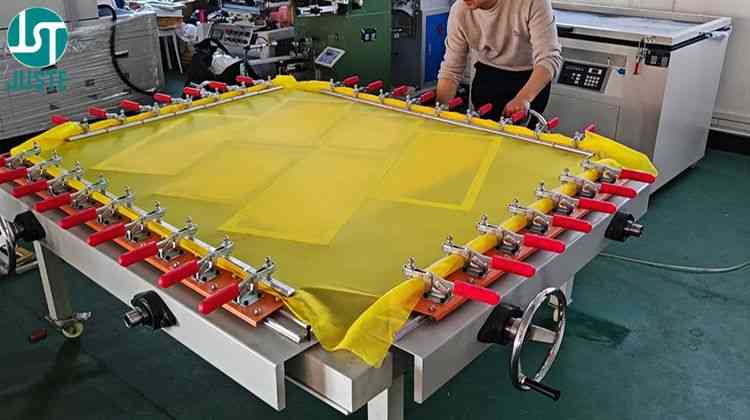
Langkah 1: Amankan Bingkai
Letakkan rangka pada alas mesin peregang, sejajarkan semua tepinya dengan klem.
Kunci sisi yang berlawanan terlebih dahulu (misalnya, atas/bawah), lalu amankan sisi yang tersisa untuk mencegah distorsi.

Langkah 2: Posisikan Mesh
Letakkan kasa di atas rangka, pastikan sisakan ≥5 cm di semua sisi untuk penjepitan.
Sejajarkan benang lungsin/pakan jala sejajar dengan tepi bingkai; hilangkan kerutan.

Langkah 3: Ketegangan Awal
Aktifkan tandu:
Pneumatik/hidrolik: Atur tekanan (3-5 bar, sesuaikan per jumlah mata jaring).
Manual: Putar pegangan secara merata, tingkatkan ketegangan dalam 2-3 tahap.
Mulailah mengencangkan dari bagian tengah ke arah luar untuk menghindari peregangan berlebihan di bagian tertentu.
Langkah 4: Peregangan Seragam (Penting!)
Metode Peregangan Lintas Diagonal:
Pertama regangkan sepanjang sumbu kiri atas → kanan bawah, lalu kanan atas → kiri bawah.
Berhentilah selama 10 detik di antara peregangan untuk meredakan stres.
teks biasa
↗→↘ ↖←↙
Diagram urutan peregangan
Verifikasi Ketegangan:
Ukur tegangan di 4 sisi dan bagian tengah menggunakan alat ukur tegangan:
Nilon: 18-25 N/cm
Poliester: 20-30 N/cm
Izinkan variasi ≤2 N/cm antar titik.
Langkah 5: Ikatan Perekat
Oleskan lem secara merata pada permukaan ikatan rangka (disarankan perekat instan sianoakrilat).
Tekan tepi kasa selama 3-5 menit atau gunakan klem hingga mengeras.

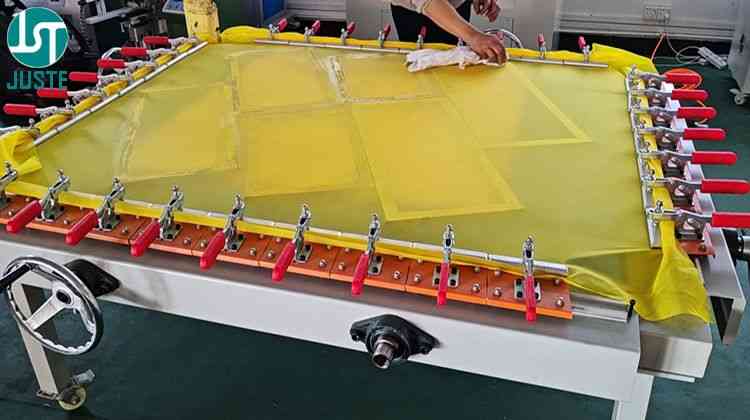
Langkah 6: Pemangkasan & Pemeriksaan Akhir
Potong sisa kasa dengan pisau serbaguna di sepanjang tepi bingkai.
Periksa kembali keseragaman tegangan di seluruh jaring.

Mengapa Peregangan Jaring Itu Penting?
1. Ketegangan pada jaring sangat penting untuk mendapatkan cetakan berkualitas tinggi. Jika jaring tidak diregangkan dengan kencang, hal ini dapat menyebabkan hasil cetakan kabur atau tidak konsisten, karena jaring akan bergerak selama proses pencetakan.
2. Ketegangan yang tepat memastikan hasil cetakan yang tajam dan tepat serta layar yang tahan lama untuk penggunaan berkali-kali.
3. Proses peregangan kasa ini memastikan bahwa kasa tersebut selaras dan tertegang dengan benar untuk mendapatkan hasil sablon terbaik.
Berbagi Pengalaman Mesin Juste Stretching Mesh.
Dalam sablon, apakah Anda meregangkan jaring lurus (jaring lurus) atau bersudut (jaring bersudut) pada bingkai tergantung pada persyaratan pencetakan tertentu dan jenis bahan yang Anda gunakan. Berikut penjelasan kapan harus menggunakan setiap metode:
Kapan Harus Menggunakan Jaring Peregangan Lurus?
Pencetakan Standar:
Untuk sebagian besar aplikasi sablon umum, seperti mencetak pada permukaan datar (misalnya, kertas, kain, atau kardus), kasa lurus biasanya digunakan. Ini memastikan ketegangan yang merata dan konsisten di seluruh layar, yang penting untuk cetakan yang presisi dan tajam.
Ketika Ketegangan Konsisten Diperlukan:
Meluruskan jaring memastikan ketegangan seragam di seluruh layar, yang sangat penting untuk menciptakan cetakan yang jelas dan konsisten, terutama saat mencetak detail halus atau desain rumit.
Untuk Ukuran Mesh Halus:
Bila menggunakan kasa yang lebih halus (untuk pencetakan dengan detail tinggi), kasa yang lurus memastikan benang halus tetap terentang secara merata, mencegah distorsi atau pergerakan selama pencetakan.
Cara melakukan peregangan:
Berikan tegangan yang sama ke segala arah, tarik kasa lurus melintasi rangka untuk menghilangkan kerutan atau kelonggaran. Kasa harus kencang dan tegak lurus pada rangka.

Kapan Harus Menggunakan Jaring Peregangan Sudut?
Mencetak pada Permukaan Melengkung atau Tidak Beraturan:
Jaring bersudut sering digunakan untuk mencetak pada permukaan silinder, kerucut, atau permukaan tidak rata lainnya (seperti botol, cangkir, atau tabung).
Peregangan bersudut membantu menjaga tekanan tinta tetap konsisten dan memastikan perpindahan desain yang halus dan merata pada substrat yang melengkung atau tidak beraturan.
Untuk Bahan Tertentu:
Saat bekerja dengan bahan atau objek yang tidak datar (misalnya, mencetak pada sisi wadah seperti botol kosmetik, cangkir, atau gelas), meregangkan jaring pada sudut tertentu membantu layar menyesuaikan dengan bentuk permukaan.
Saat Bekerja dengan Cetakan Skala Besar: Untuk cetakan yang lebih besar atau lebih rumit, jaring bersudut dapat membantu mencapai kontrol yang lebih baik atas aliran tinta dan aplikasi di area yang lebih luas.
Cara melakukan peregangan:
Berikan tegangan pada kasa sambil menariknya pada sudut tertentu, biasanya sedikit diagonal (sekitar 15-30 derajat), bukan lurus. Hal ini biasanya dilakukan saat layar dirancang untuk mencetak pada permukaan yang tidak datar, membantu kasa menyesuaikan diri dengan bentuknya.
Mengapa Ketegangan Jaring Menentukan Kualitas Cetak
Konsekuensi Ketegangan yang Tidak Merata
Ketidakselarasan dalam registrasi multi-warna
Titik halftone terdistorsi (detail kabur)
Lapisan emulsi tidak konsisten (paparan UV tidak merata)
Standar Ketegangan Khusus Industri
| Aplikasi | Tegangan Target (N/cm) | Toleransi |
| Pencetakan Pakaian | 18-22 | ±2 |
| Stiker Elektronik | 23-26 | ±1,5 |
| Transfer Keramik | 20-24 | ±2 |
| Pencetakan Tekstur 3D | 25-30 | ±1 |
Bagan Kompatibilitas Jumlah Mesh
| Jenis Tinta | Jumlah Jaring | Kisaran Tegangan (N/cm) |
| Berbasis Air (Tekstil) | 110-160 | 18-20 |
| Dapat disembuhkan dengan sinar UV | 200-350 | 22-25 |
| Metalik | 80-120 | 16-18 |
| Berpendar | 150-200 | 20-22 |
Tips dan Peringatan Utama
✅ Kontrol Ketegangan:
• Kurangi kecepatan peregangan untuk jumlah mata jaring yang tinggi (>300) guna mencegah robekan.
• Hindari lonjakan tekanan mendadak dengan sistem pneumatik.
✅ Pra-Perawatan Bingkai:
• Lapisi rangka kayu dengan bahan kedap air untuk mencegah terjadinya lengkungan.
• Bersihkan rangka aluminium dengan alkohol isopropil agar daya rekatnya lebih baik.
⚠️ Pemecahan Masalah:
• Area yang longgar: Regangkan kembali secara lokal dan aplikasikan kembali perekat.
• Lem meluap: Bersihkan segera dengan aseton untuk menghindari kontaminasi pada jaring.
Teknik Lanjutan
• Peregangan Sudut (22,5°/45°):
Mengurangi pola moiré pada pencetakan halftone (memerlukan penjepit bersudut).
Pelapisan Jaring Ganda:
• Untuk detail yang sangat halus, regangkan lapisan pendukung dengan mata jaring rendah terlebih dahulu.
Peralatan Mesin Peregang Layar yang Direkomendasikan
| Jenis | Terbaik Untuk |
| Peregang Jaring Manual | Batch kecil, multi ukuran |
| Peregang Jaring Mekanik | Stabilitas volume menengah |
| Peregang poros heliks | Pabrik percetakan ukuran sedang, stabilitas lebih diutamakan |
| Peregang Jaring Pneumatik | Pabrik percetakan ukuran sedang, stabilitas lebih diutamakan |
| Pengencang Jaring Otomatis | Produk bervolume tinggi |



