সন্তুষ্ট
- 1 মেশ স্ট্রেচার মেশিন কীভাবে ব্যবহার করবেন
- 2 ক. প্রস্তুতি
- 3 খ. ধাপে ধাপে প্রক্রিয়া
- 4 ধাপ ১: ফ্রেমটি সুরক্ষিত করুন
- 5 ধাপ ২: জালটি স্থাপন করুন
- 6 ধাপ ৩: প্রাথমিক টেনশন
- 7 ধাপ ৪: অভিন্ন স্ট্রেচিং (গুরুত্বপূর্ণ!)
- 8 ধাপ ৫: আঠালো বন্ধন
- 9 ধাপ ৬: ছাঁটাই এবং চূড়ান্ত পরীক্ষা
- 10 স্ট্রেইট স্ট্রেচিং মেশ কখন ব্যবহার করবেন?
- 11 অ্যাঙ্গেল্ড স্ট্রেচিং মেশ কখন ব্যবহার করবেন?
- 12 কেন মেশ টেনশন প্রিন্ট কোয়ালিটি নির্ধারণ করে
- 13 শিল্প-নির্দিষ্ট টেনশন স্ট্যান্ডার্ড
- 14 মেশ কাউন্ট সামঞ্জস্যতা চার্ট
- 15 প্রস্তাবিত স্ক্রিন স্ট্রেচিং মেশিন সরঞ্জাম
- 16 তুমিও পছন্দ করতে পারো
মেশ স্ট্রেচার মেশিন কীভাবে ব্যবহার করবেন
স্ক্রিন প্রিন্টিং এবং শিল্প অ্যাপ্লিকেশনের জন্য ধাপে ধাপে নির্দেশিকা।
ক. প্রস্তুতি
A1. সরঞ্জাম ও উপকরণ:
○ স্ক্রিন স্ট্রেচিং মেশিন (ম্যানুয়াল/নিউমেটিক/হাইড্রোলিক)

○ স্ক্রিন ফ্রেম (অ্যালুমিনিয়াম বা কাঠের, পরিষ্কার এবং গর্তমুক্ত)


○ জাল (নাইলন বা পলিয়েস্টার, প্রয়োজনীয় জালের সংখ্যার সাথে মিলে যাওয়া)

○ আঠালো (বিশেষ ফ্রেম আঠা বা দ্বি-পার্শ্বযুক্ত টেপ)

○ টেনশন মিটার (ঐচ্ছিক, নির্ভুলতা পরিমাপের জন্য)

○ ইউটিলিটি ছুরি বা কাঁচি
A2. কর্মক্ষেত্রের প্রয়োজনীয়তা:
• স্থিতিশীল তাপমাত্রা/আর্দ্রতা সহ সমতল অপারেটিং পৃষ্ঠ (২০-২৫°C, ৫০-৭০১TP3T RH)
• তীব্র বায়ুপ্রবাহ বা কম্পন এড়িয়ে চলুন।
খ. ধাপে ধাপে প্রক্রিয়া
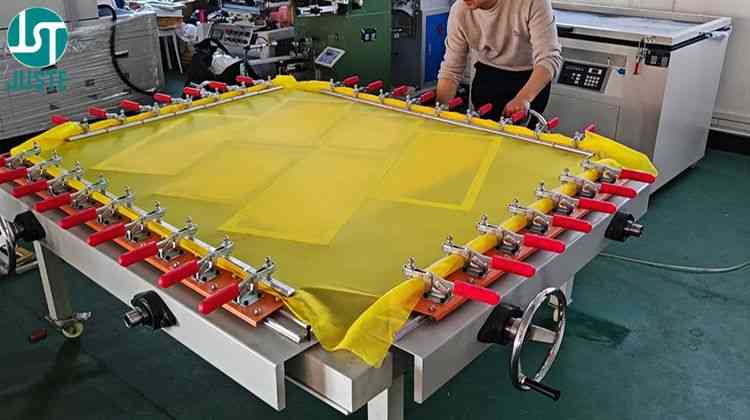
ধাপ ১: ফ্রেমটি সুরক্ষিত করুন
স্ট্রেচিং মেশিনের বিছানার উপর ফ্রেমটি রাখুন, ক্ল্যাম্প দিয়ে সমস্ত প্রান্ত সারিবদ্ধ করুন।
প্রথমে বিপরীত দিকগুলি (যেমন, উপরে/নীচে) লক করুন, তারপর বিকৃতি রোধ করতে বাকি দিকগুলি সুরক্ষিত করুন।

ধাপ ২: জালটি স্থাপন করুন
ফ্রেমের উপর জাল বিছিয়ে দিন, যাতে ক্ল্যাম্পিংয়ের জন্য সব দিকে ≥5 সেমি অতিরিক্ত থাকে।
ফ্রেমের প্রান্তের সমান্তরালে জালের পাটা/ওয়েফট থ্রেড সারিবদ্ধ করুন; বলিরেখা দূর করুন।

ধাপ ৩: প্রাথমিক টেনশন
স্ট্রেচারটি সক্রিয় করুন:
বায়ুসংক্রান্ত/জলবাহী: চাপ সেট করুন (৩-৫ বার, প্রতি জালের সংখ্যা অনুসারে সামঞ্জস্য করুন)।
ম্যানুয়াল: হ্যান্ডেলগুলি সমানভাবে ঘুরিয়ে দিন, ২-৩ ধাপে টান বৃদ্ধি করুন।
স্থানীয়ভাবে অতিরিক্ত প্রসারিত হওয়া এড়াতে কেন্দ্র থেকে বাইরের দিকে টান দেওয়া শুরু করুন।
ধাপ ৪: অভিন্ন স্ট্রেচিং (গুরুত্বপূর্ণ!)
ক্রস-ডায়াগোনাল স্ট্রেচিং পদ্ধতি:
প্রথমে উপরের-বাম → নীচে-ডান অক্ষ বরাবর প্রসারিত করুন, তারপর উপরে-ডান → নীচে-বাম।
স্ট্রেস রিলাক্স করার জন্য স্ট্রেচের মধ্যে ১০ সেকেন্ড বিরতি দিন।
সরল লেখা
↗→↘ ↖←↙
স্ট্রেচিং সিকোয়েন্স ডায়াগ্রাম
টেনশন যাচাইকরণ:
একটি টেনশন মিটার ব্যবহার করে ৪টি প্রান্ত এবং কেন্দ্রে টেনশন পরিমাপ করুন:
নাইলন: ১৮-২৫ এন/সেমি
পলিয়েস্টার: ২০-৩০ N/সেমি
বিন্দুগুলির মধ্যে ≤2 N/cm পার্থক্য মঞ্জুর করুন।
ধাপ ৫: আঠালো বন্ধন
ফ্রেমের বন্ধনকারী পৃষ্ঠগুলিতে সমানভাবে আঠা লাগান (সায়ানোঅ্যাক্রিলেট তাৎক্ষণিক আঠালো সুপারিশ করা হয়)।
জালের কিনারাগুলো ৩-৫ মিনিট ধরে চেপে ধরুন অথবা শক্ত না হওয়া পর্যন্ত ক্ল্যাম্প ব্যবহার করুন।

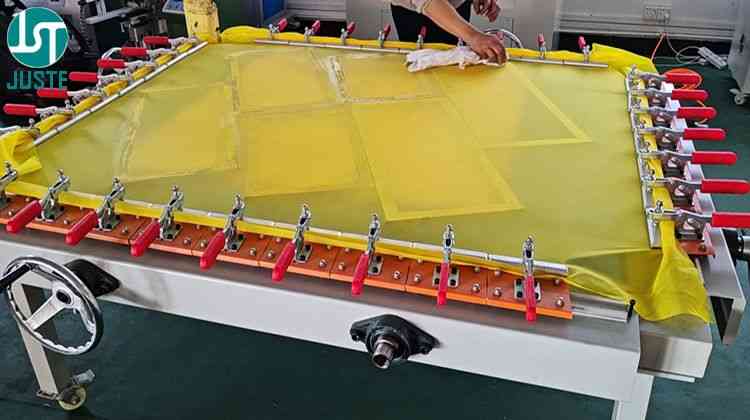
ধাপ ৬: ছাঁটাই এবং চূড়ান্ত পরীক্ষা
ফ্রেমের প্রান্ত বরাবর একটি ইউটিলিটি ছুরি দিয়ে অতিরিক্ত জাল ছাঁটাই করুন।
পুরো জাল জুড়ে টান অভিন্নতা পুনরায় পরীক্ষা করুন।

স্ট্রেচিং মেশ কেন গুরুত্বপূর্ণ?
১. উচ্চমানের প্রিন্ট অর্জনের জন্য জালের উপর টান অত্যন্ত গুরুত্বপূর্ণ। যদি জালটি শক্তভাবে প্রসারিত না করা হয়, তাহলে এটি ঝাপসা বা অসঙ্গত প্রিন্টের দিকে পরিচালিত করতে পারে, কারণ মুদ্রণ প্রক্রিয়ার সময় জালটি নড়াচড়া করবে।
2. সঠিক টান তীক্ষ্ণ, নির্ভুল প্রিন্ট এবং একাধিক ব্যবহারের জন্য একটি টেকসই স্ক্রিন নিশ্চিত করে।
৩. জাল প্রসারিত করার এই প্রক্রিয়াটি নিশ্চিত করে যে এটি সঠিকভাবে সারিবদ্ধ এবং টানটান রয়েছে যাতে সেরা স্ক্রিন প্রিন্টিং ফলাফল পাওয়া যায়।
জাস্ট মেশিন স্ট্রেচিং মেশ অভিজ্ঞতা ভাগাভাগি।
স্ক্রিন প্রিন্টিংয়ে, আপনি জাল সোজা করে প্রসারিত করবেন কিনা (সোজা জাল) অথবা কোণযুক্ত (কোণযুক্ত জাল) ফ্রেমে লাগানো নির্দিষ্ট মুদ্রণের প্রয়োজনীয়তা এবং আপনি যে ধরণের উপকরণ নিয়ে কাজ করছেন তার উপর নির্ভর করে। প্রতিটি পদ্ধতি কখন ব্যবহার করবেন তার একটি ব্যাখ্যা এখানে দেওয়া হল:
স্ট্রেইট স্ট্রেচিং মেশ কখন ব্যবহার করবেন?
স্ট্যান্ডার্ড মুদ্রণ:
বেশিরভাগ সাধারণ স্ক্রিন প্রিন্টিং অ্যাপ্লিকেশনের জন্য, যেমন সমতল পৃষ্ঠে (যেমন, কাগজ, ফ্যাব্রিক, বা কার্ডবোর্ড) মুদ্রণ, সাধারণত সোজা জাল ব্যবহার করা হয়। এটি পুরো স্ক্রিন জুড়ে একটি সমান এবং সামঞ্জস্যপূর্ণ টান নিশ্চিত করে, যা সুনির্দিষ্ট এবং তীক্ষ্ণ প্রিন্টের জন্য অপরিহার্য।
যখন ধারাবাহিক উত্তেজনা প্রয়োজন হয়:
জাল সোজা করলে পর্দা জুড়ে অভিন্ন টান নিশ্চিত হয়, যা স্পষ্ট এবং সামঞ্জস্যপূর্ণ প্রিন্ট তৈরির জন্য অত্যন্ত গুরুত্বপূর্ণ, বিশেষ করে সূক্ষ্ম বিবরণ বা জটিল নকশা মুদ্রণের সময়।
সূক্ষ্ম জালের আকারের জন্য:
সূক্ষ্ম জাল ব্যবহার করার সময় (উচ্চ-বিস্তারিত মুদ্রণের জন্য), একটি সোজা জাল নিশ্চিত করে যে সূক্ষ্ম সুতাগুলি সমানভাবে প্রসারিত থাকে, মুদ্রণের সময় বিকৃতি বা নড়াচড়া রোধ করে।
কিভাবে প্রসারিত করবেন:
সব দিকে সমান টান প্রয়োগ করুন, জালটি সোজা ফ্রেমের উপর টেনে আনুন যাতে কোনও বলিরেখা বা শিথিলতা দূর হয়। জালটি ফ্রেমের উপর সমানভাবে টানটান এবং চৌকো হওয়া উচিত।

অ্যাঙ্গেল্ড স্ট্রেচিং মেশ কখন ব্যবহার করবেন?
বাঁকা বা অনিয়মিত পৃষ্ঠে মুদ্রণ:
কোণযুক্ত জাল প্রায়শই নলাকার, শঙ্কুযুক্ত বা অন্যান্য অসম পৃষ্ঠে (যেমন বোতল, কাপ বা টিউব) মুদ্রণের জন্য ব্যবহৃত হয়।
কোণযুক্ত স্ট্রেচিং কালির চাপ সামঞ্জস্যপূর্ণ রাখতে সাহায্য করে এবং একটি বাঁকা বা অনিয়মিত সাবস্ট্রেটে নকশার মসৃণ, সমান স্থানান্তর নিশ্চিত করে।
নির্দিষ্ট উপকরণের জন্য:
সমতল নয় এমন উপকরণ বা বস্তুর সাথে কাজ করার সময় (যেমন, প্রসাধনী বোতল, মগ বা চশমার মতো পাত্রের পাশে মুদ্রণ), জালটি একটি কোণে প্রসারিত করলে পর্দাটি পৃষ্ঠের আকৃতির সাথে সামঞ্জস্যপূর্ণ হতে সাহায্য করে।
বৃহৎ আকারের প্রিন্টের সাথে কাজ করার সময়: বৃহত্তর বা আরও জটিল প্রিন্টের জন্য, কোণযুক্ত জাল বৃহত্তর এলাকায় কালি প্রবাহ এবং প্রয়োগের উপর আরও ভাল নিয়ন্ত্রণ অর্জনে সহায়তা করতে পারে।
কিভাবে প্রসারিত করবেন:
জালটিকে সোজা আড়াআড়িভাবে না টেনে একটি কোণে টানুন, সাধারণত সামান্য তির্যক (প্রায় ১৫-৩০ ডিগ্রি) কোণে। এটি সাধারণত তখন করা হয় যখন স্ক্রিনটি অ-সমতল পৃষ্ঠে মুদ্রণের জন্য ডিজাইন করা হয়, যা জালটিকে আকৃতির সাথে আরও ভালভাবে মানিয়ে নিতে সহায়তা করে।
কেন মেশ টেনশন প্রিন্ট কোয়ালিটি নির্ধারণ করে
অসম উত্তেজনার পরিণতি
বহু-রঙের নিবন্ধনে ভুল বিন্যাস
বিকৃত হাফটোন বিন্দু (অস্পষ্ট বিবরণ)
অসামঞ্জস্যপূর্ণ ইমালসন আবরণ (অসম UV এক্সপোজার)
শিল্প-নির্দিষ্ট টেনশন স্ট্যান্ডার্ড
| আবেদন | লক্ষ্য টান (N/সেমি) | সহনশীলতা |
| পোশাক মুদ্রণ | 18-22 | ±2 |
| ইলেকট্রনিক্স ডেক্যালস | 23-26 | ±1.5 |
| সিরামিক স্থানান্তর | 20-24 | ±2 |
| 3D টেক্সচার প্রিন্টিং | 25-30 | ±1 |
মেশ কাউন্ট সামঞ্জস্যতা চার্ট
| কালির ধরণ | মেশ কাউন্ট | টেনশন রেঞ্জ (এন/সেমি) |
| জল-ভিত্তিক (টেক্সটাইল) | 110-160 | 18-20 |
| ইউভি-নিরাময়যোগ্য | 200-350 | 22-25 |
| ধাতব | 80-120 | 16-18 |
| প্রতিপ্রভ | 150-200 | 20-22 |
মূল টিপস এবং সতর্কতা
✅ টেনশন নিয়ন্ত্রণ:
• ছিঁড়ে যাওয়া রোধ করতে উচ্চ-জাল গণনা (> 300) এর জন্য স্ট্রেচিং গতি কমিয়ে দিন।
• বায়ুসংক্রান্ত সিস্টেম ব্যবহার করে হঠাৎ চাপ বৃদ্ধি এড়িয়ে চলুন।
✅ ফ্রেম প্রাক-চিকিৎসা:
• কাঠের ফ্রেমগুলিকে ওয়াটারপ্রুফিং দিয়ে লেপে দিন যাতে বিকৃত না হয়।
• ভালোভাবে আঠালো হওয়ার জন্য অ্যালুমিনিয়ামের ফ্রেমগুলি আইসোপ্রোপাইল অ্যালকোহল দিয়ে পরিষ্কার করুন।
⚠️ সমস্যা সমাধান:
• আলগা জায়গা: স্থানীয়ভাবে পুনরায় প্রসারিত করুন এবং আঠালো পুনরায় প্রয়োগ করুন।
• আঠার উপচে পড়া: জালের দূষণ এড়াতে অ্যাসিটোন দিয়ে অবিলম্বে পরিষ্কার করুন।
উন্নত কৌশল
• কোণযুক্ত স্ট্রেচিং (২২.৫°/৪৫°):
হাফটোন প্রিন্টিংয়ে মোয়ার প্যাটার্ন কমায় (কোণযুক্ত ক্ল্যাম্প প্রয়োজন)।
ডুয়াল-মেশ লেয়ারিং:
• অতি-সূক্ষ্ম বিবরণের জন্য, প্রথমে একটি নিম্ন-জালযুক্ত সাপোর্ট স্তর প্রসারিত করুন।
প্রস্তাবিত স্ক্রিন স্ট্রেচিং মেশিন সরঞ্জাম
| টাইপ | সেরা জন্য |
| ম্যানুয়াল মেশ স্ট্রেচার | ছোট ব্যাচ, বহু-আকারের |
| মেকানিক্যাল মেশ স্ট্রেচার | মাঝারি ভলিউম স্থিতিশীলতা |
| হেলিক্স স্পিন্ডল স্ট্রেচার | মাঝারি আকারের প্রিন্টিং প্ল্যান্ট, স্থিতিশীলতা পছন্দনীয় |
| বায়ুসংক্রান্ত জাল স্ট্রেচার | মাঝারি আকারের প্রিন্টিং প্ল্যান্ট, স্থিতিশীলতা পছন্দনীয় |
| স্বয়ংক্রিয় জাল টেনশনার | উচ্চ-ভলিউম পণ্য |



